干这行十几年,最烦的就是客户上来就问:‘你这砂磨机转速多少?’ 哎,转速高有啥用?——磨不细、堵料、温度失控,哪一个不是要命的坑?实话讲,选砂磨机要像选车,不能光看仪表盘上的最高时速,得看底盘、变速箱、散热,甚至座椅舒不舒服。对吧?
研磨介质:砂磨机的心脏,选错了一切白搭
有时候,越小越美丽。纳米级研磨,研磨介质尺寸通常要在0.1-0.3mm,材质呢?氧化锆、硅酸锆、钛酸锆……纯度、密度、球形度,差一点,磨出来的粒径分布就给你脸色看。曾经试过某国产廉价珠子,结果磨损率惊人,料浆颜色都变了——铁离子污染!整批料报废,老板差点把我开了。❗ 所以啊,稳定性的关键在于研磨介质的质量和匹配。

但也不是越小越好。料液粘度高的时候,太小的珠子动能不足,反而研磨效率断崖式下降。我一般会先测料液流变特性,然后才建议介质尺寸。可惜,很多人凭感觉,栽跟头了才回头找我们。
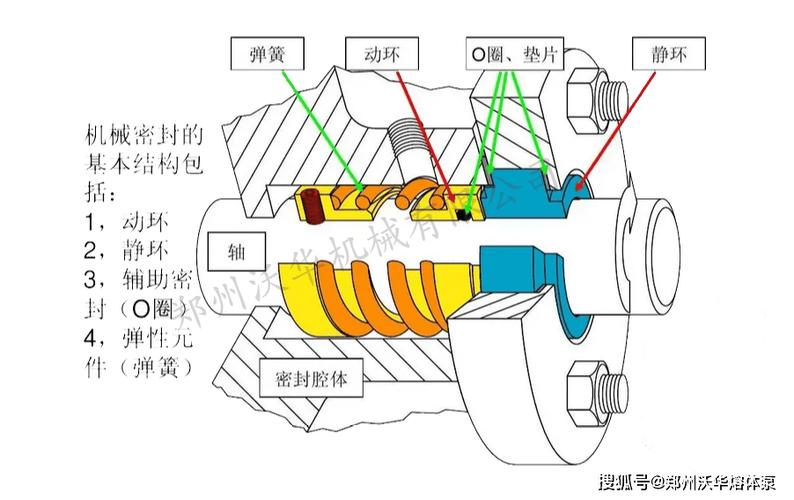
机械密封:那些年我踩过的坑
砂磨机最容易出故障的部件?——机械密封。没有之一。这玩意要是漏了,溶剂挥发、物料泄漏,安全风险不说,换个密封组件,半天时间就没了。钱?进口的一套顶我半个月工资。所以现在我选型,必须盯着机械密封的结构、材质、冷却方式。双端面、带阻封液系统,贵是贵点,长期看省心。你说值不值?💡
有次去浙江一家涂料厂,他们日夜连轴转,结果因为密封冷却不足,设备外壳烤得发烫,用手一摸,差点起泡——天哪!后来改成外循环强制冷却,立马消停了。所以啊,散热设计绝不是可有可无的摆设。
问:为什么我的砂磨机老是堵料?

答:堵料的原因千奇百怪,我总结几个高频原因:
- 隔栅筛网选择不当:缝隙宽度没匹配好介质尺寸,太窄易堵,太宽会漏珠。明明是0.6mm的珠子,你却用0.3mm的分离环,不堵才怪。
- 进料速度不稳定:有些厂为追求产量,拼命加料,研磨腔内压力剧增,物料来不及排出,形成堵坝。
- 研磨介质破损堆积:碎珠堵塞缝隙,恶性循环。
解决办法?第一个,换合适的分离系统,比如动态转子和定子组合;第二个,配个可靠的进料泵,变频调节;第三个,定期换珠。反正,靠经验多过靠说明书。
纳米研磨的温度难题——不是越高越有劲儿
搞纳米材料的都知道,温度一高,粒子重新团聚,什么奥斯瓦尔德熟化、高温凝聚,全来了。磨了半天,粒径反而反弹,气得想砸机器。所以要密切关注冷却系统效率。有些国产砂磨机冷却水套设计不合理,走水通道像迷宫,结垢严重,热交换差。德国机子却把冷却体积做得大,还带压力监控。贵有贵的道理吧!
除了水冷,物料预冷、分段研磨、减小装珠量,也能压住温升。我自己常玩的一招:研磨介质装填率别超过80%,留点缓冲空间,效果惊喜。这些细节,书本上不太会写。
问:砂磨机和球磨机到底差在哪?什么时候该换砂磨机?
答:简单说,球磨机靠重力+冲击,效率低,粒度分布宽;砂磨机靠剪切+碰撞,高强度,适合亚微米到纳米级。要磨到D50小于200纳米,球磨机基本没戏。但是,如果物料极硬且进料粒度很粗,还是先用球磨机粗磨,再进砂磨机。妄想一步登天,设备寿命会哭的。
选型的时候,还得考虑物料固含量、粘度、是否溶剂型、是否易燃易爆。防爆要求高的,得用氮气保护、防爆电机,到处都得加钱。但安全第一,这钱不能省。
结尾:别只盯着参数,多看实际运行
说到底,砂磨机是个系统工程。电机功率、线速度、筒体材质、冷却面积、密封形式、控制智能化……你要是只看转速和价格,那等着交学费吧。我的建议是,找靠谱厂家,把料样寄过去,要求做研磨实验,拿出粒径分布数据。然后去他们用户现场看看,听操作工怎么吐槽。那才是最真实的声音。有些品牌号称黑科技,用起来全是眼泪。
好了,就说这么多。研磨路漫漫,共勉吧。✅