坦白讲,干这行十几年,阳极氧化这事儿真不是书上那几页原理能说清的。你按标准流程走,出来的活儿可能照样一堆问题——发花、色差、膜层脱落……气不气人?
膜层厚度不均匀?可能你挂具就没选对。
还有搅拌。很多小作坊拿根棍子捅两下就完事,结果槽液温度和浓度分层明显。你得用空气搅拌或者机械循环。✅ 特别是硫酸阳极氧化,电流密度稍微高点,局部过热就直接烧坏膜层,俗称“烧蚀”。那孔洞大得能塞芝麻。
硫酸阳极氧化 vs 硬质阳极氧化:别选错工艺
很多人分不清普通硫酸阳极氧化和硬质氧化。简单说,前者膜层软,染色好看;后者硬,耐磨,但颜色灰扑扑的。❗ 你要是做装饰件,硬质氧化后想染个亮色——染不上的。孔隙率低,染料进不去。反过来,耐磨件用普通氧化,几天就露底。
硬质氧化的温度要低,接近0℃,硫酸浓度也高,用大电流。这样长出来的膜致密,维氏硬度能到400以上。普通硫酸阳极氧化膜硬度也就200左右。不过话说回来,硬质氧化膜太脆,折弯必裂。做样板时遇到过客户硬要把硬质氧化件折90度,结果膜层全崩,还怪我们——这没法讲理。
着色那点事:有机染色和电解着色
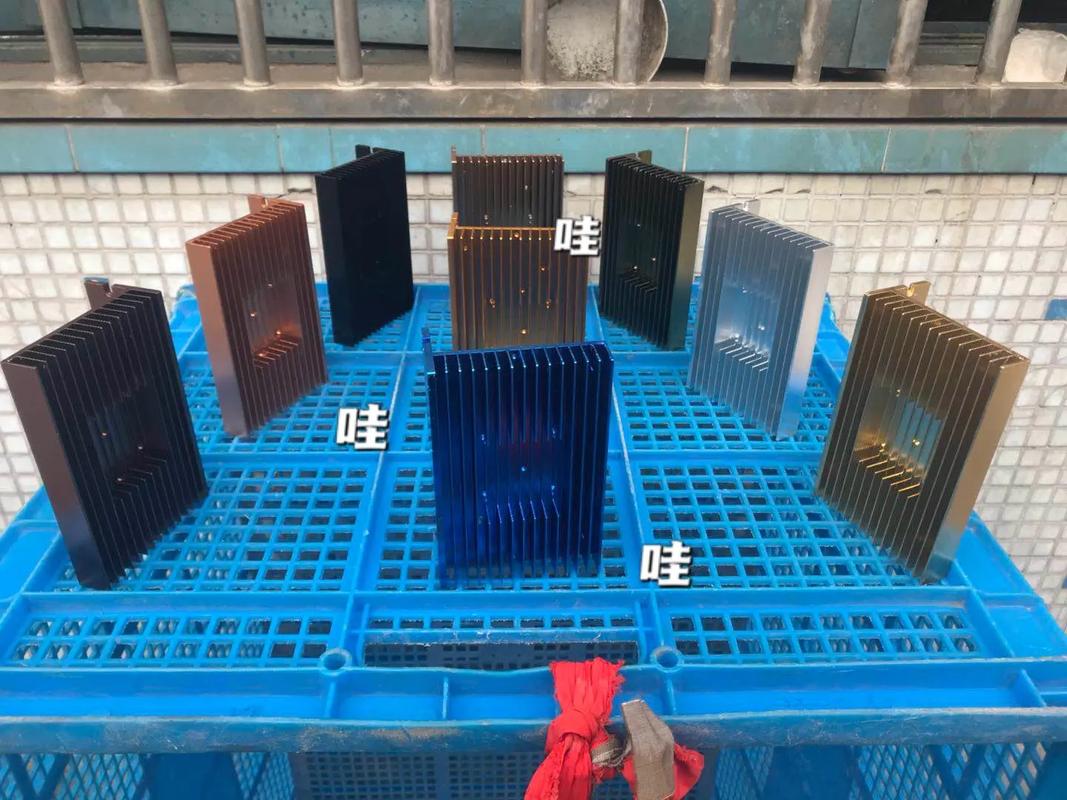
着色是阳极氧化最有意思也最头疼的环节。常见两种:有机染色和电解着色。有机染色颜色鲜艳,什么红黄蓝绿都能搞,但耐光性差,太阳晒久了褪色。电解着色出来的色系比较单调,古铜色、香槟色、黑色,胜在耐候性好。💡 有个窍门:如果你需要建筑幕墙铝板,老老实实选电解着色,别图好看用有机染色,一年后褪成斑马纹别来找我。
槽液管理真心累。有机染料浓度、pH值、温度,稍有不慎就色差。还有染料本身质量。便宜无好货,某次贪便宜进了一批染料,染出来同一挂工件颜色都不一样,损失惨重。那之后我学乖了,每一批染料都先打小样。
问:为什么染色后出现白点或斑块?
答:多半是前处理没洗干净,或者氧化膜孔被污染了。比如脱脂不彻底,残留油污;或者水洗水质差,杂质离子堵了孔。也有可能是氧化后在水洗槽放太久,膜孔封闭了,染料进不去。所以氧化后要尽快染色,水洗也最好用去离子水。⚠️ 还有个坑:染色后封孔前那段时间,千万别用手摸——指纹会印在上面,洗都洗不掉。
问:能做白色阳极氧化吗?
答:能,但很难。真正纯白色几乎没有。一般是靠电解着色生成乳白色膜,或者用特殊染料,但都会偏灰或偏黄。宣传纯白阳极氧化的,大多忽悠。如果你见过纯白,可能是喷涂冒充的。
封孔:最后一道坎
封孔做不好,一切努力白费。封孔就是把氧化膜的微孔堵上,提高耐蚀性和耐污染性。方法很多:沸水封孔、蒸汽封孔、常温封孔剂、中温封孔……现在环保查得严,常温无镍封孔剂流行。但说真的,无镍封孔剂有些效果不如有镍的。我们试过几款,耐盐雾测试总是差一点。如果有条件,中温封孔最稳定。✅ 沸水封孔简单便宜,但容易产生白粉(粉霜),而且耗能。蒸汽封孔质量好,设备贵。
细节:封孔后得烘干。有些厂自然晾干,结果水渍留在表面,又是缺陷。最好用热风快速吹干。还有封孔液的pH值,必须严格控制。之前因为pH计坏了一个礼拜没发现,那批货全部返工,返工就得退膜重做……阳极氧化膜退除可不像退漆那么容易。
问:封孔后还能再染色吗?
答:不能。封孔后膜孔被封闭,染料进不去。如果封孔后发现颜色不对,只能退膜重新氧化染色。退膜用磷酸类的药水,没弄好基材都腐蚀了。所以工艺顺序不能错。
说到底,阳极氧化是个精细活。从前处理到后处理,每个环节都像在走钢丝。书上告诉你怎么做,但教训得自己花钱买。干这一行,没有不出错的,关键是出错后知道怎么补救。