2026-07-01 08:56:01 作者:网编
分类:文章
角磨机这玩意儿吧,十个车间九个有。刚上手那阵子我还真以为,抓着它就能把铁疙瘩磨成镜子。结果呢?工件表面一道道深沟,跟用指甲刮黑板似的——那声音,那手感,至今记得。后来才琢磨明白,抛光工具真要玩转,光靠蛮力不行,得懂点“磨”的脾气。
角磨机:车间的万金油,也是翻车重灾区
转速。对,就是转速。很多人根本不看这个参数。拿个万转角磨机直接怼铝件,瞬间烧糊一片,糊味儿窜得满屋都是。软金属得降速,还得勤蘸抛光蜡,不然热量堆积起来,表面氧化斑驳得你想砸机器。说实话,我至今觉得,角磨机更适合粗抛和修型,真要追求镜面,它顶多算个头阵。
 工人使用工业气动角磨机进行金属粗抛作业
不过话又说回来,换上好的弹性磨盘,配细号砂纸,慢慢走一遍平面,那效果——不能说惊艳,但绝对够用。尤其是大平板除焊疤,几下就平了,再换百叶轮走一遭,手感立马细腻起来。但注意❗,千万别在一个点上停着磨,一秒都不行。得跟刷墙似的,匀速晃过去,否则凹坑就来找你了。
工人使用工业气动角磨机进行金属粗抛作业
不过话又说回来,换上好的弹性磨盘,配细号砂纸,慢慢走一遍平面,那效果——不能说惊艳,但绝对够用。尤其是大平板除焊疤,几下就平了,再换百叶轮走一遭,手感立马细腻起来。但注意❗,千万别在一个点上停着磨,一秒都不行。得跟刷墙似的,匀速晃过去,否则凹坑就来找你了。
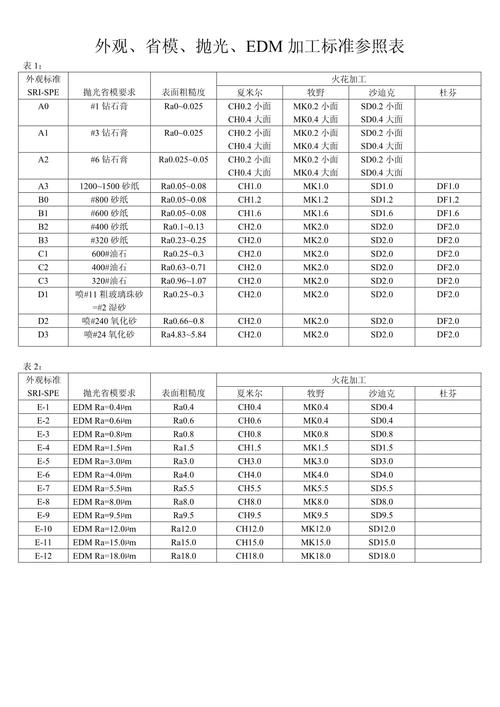
精密抛光:当粗糙度Ra0.02成了执念
模具工最怕什么?客户甩过来图纸,底下标注“镜面抛光,Ra≤0.02μm”。倒吸一口凉气。这是真事儿,有次接了一套医疗模具,型腔深窄,手指都伸不进去。普通往复式研磨棒根本搁不下,最后是用超声波电动锉,配自制的油石条,一点点蹭出来的。那种感觉,就像用牙签雕刻豆腐,稍用力就崩边。
问:为什么我抛光的模具表面总有细微橘皮纹,怎么都去不掉?
答:这事儿吧,八成不在你的手法。得往回倒——前道工序的切削刀痕太深,或者线切割的重铸层没清干净。直接上细粒度油石,等于把凸峰压下去又弹回来,橘皮就这么来的。正确做法是:老老实实先上240#油石推掉氧化皮,再400#、600#逐级上,最后用金刚石研磨膏配羊毛轮收光。每换一次目数,必须交叉方向推,把上一道纹路完全覆盖。耗功夫,但稳。
还有个冷门玩意儿:阻尼布轮。蘸W0.5的研磨膏低速走一遍,表面瞬间泛起一层水光。那种润,你拿指甲背划过去,没一点涩感。不过刀痕太深就别指望了,它只负责最后的升华。
 模具型腔镜面抛光后检测表面粗糙度Ra值
模具型腔镜面抛光后检测表面粗糙度Ra值
耗材选得对,干活不累:砂纸与抛光膏的门道
 耗材选得对,干活不累:砂纸与抛光膏的门道
我有个坏习惯,爱囤砂纸。从80目到3000目,抽屉拉开一溜,看着特踏实。但用起来门道不少。就说碳化硅和氧化铝吧,小白常乱拿。碳化硅脆,自锐性好,适合硬金属和玻璃;氧化铝韧性好,磨软钢更耐用。混用的话,效率打折还费料。砂纸背绒那点胶,湿磨时泡久了就脱,所以湿磨一定买耐水型的,背面印着“W/D”那种。
抛光膏更花哨。刚接触时被颜色整懵了——绿蜡、白蜡、紫蜡……其实看成分就行。绿的一般是氧化铬,中抛用;白的是氧化铝,细抛;想超镜面?粉红色的氧化铈了解一下,搭配去离子水,慢速抛光镜头模具,亮到能照出毛孔。不过切记💡,不同颜色的蜡膏混在同一个布轮上,会污染得一塌糊涂,擦半天白费劲。
问:小孔内壁或者窄槽底部,角磨机伸不进去,怎么抛光?
答:这才是最抓狂的。角磨机肯定歇菜。我会推荐两种:一是超声波抛光机,配各种异形油石条和竹签,伸进去小幅振动,效率虽低但可控;二是磁力研磨,把针状磨料倒进孔里,外面用强磁转子带动,适合批量小件去毛刺和均匀钝化。但磁力对深孔的底部加工力弱,得配合化学抛光液预先咬一下。
耗材选得对,干活不累:砂纸与抛光膏的门道
我有个坏习惯,爱囤砂纸。从80目到3000目,抽屉拉开一溜,看着特踏实。但用起来门道不少。就说碳化硅和氧化铝吧,小白常乱拿。碳化硅脆,自锐性好,适合硬金属和玻璃;氧化铝韧性好,磨软钢更耐用。混用的话,效率打折还费料。砂纸背绒那点胶,湿磨时泡久了就脱,所以湿磨一定买耐水型的,背面印着“W/D”那种。
抛光膏更花哨。刚接触时被颜色整懵了——绿蜡、白蜡、紫蜡……其实看成分就行。绿的一般是氧化铬,中抛用;白的是氧化铝,细抛;想超镜面?粉红色的氧化铈了解一下,搭配去离子水,慢速抛光镜头模具,亮到能照出毛孔。不过切记💡,不同颜色的蜡膏混在同一个布轮上,会污染得一塌糊涂,擦半天白费劲。
问:小孔内壁或者窄槽底部,角磨机伸不进去,怎么抛光?
答:这才是最抓狂的。角磨机肯定歇菜。我会推荐两种:一是超声波抛光机,配各种异形油石条和竹签,伸进去小幅振动,效率虽低但可控;二是磁力研磨,把针状磨料倒进孔里,外面用强磁转子带动,适合批量小件去毛刺和均匀钝化。但磁力对深孔的底部加工力弱,得配合化学抛光液预先咬一下。
工具养护:别让抛光头比你早退休
说起来都是泪。有次赶工,羊毛轮没及时清理,沾满金属屑,结果下一道直接划伤工件表面,那一块只能焊补重磨。现在学乖了,每换一次粒度,不光洗工件,还得用刷子把纤维头刮干净,或者干脆用修轮器剃掉表层。气动工具更是要天天滴油,不然叶片磨损,转速一掉,力度虚浮,抛出来跟猫抓似的。
最后提个细节:照明。很多时候你以为抛到位了,换个角度的光一打,麻点全现。车间白炽灯下看着平滑,自然光下惨不忍睹。所以,检查最好用多角度点光源,侧着照,这才是让瑕疵无处遁形的终极手段。✅
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:抛光工具实战指南:从入门到崩溃,再到镜面的那些事儿
文章链接:https://www.zystgy.cn/a/54280