2026-06-29 12:03:38 作者:网编
分类:文章
去年走访宁波一家汽配厂。车间真大,地面刷着崭新的环氧树脂,通风也好。老板却满脸愁云——月产量卡了半年,死活上不去。我蹲在冲压线旁边看了20分钟,发现问题根本不在设备,在布局。
操作工每拿一次料,要转身走9步。9步!一台冲床一个节拍才几秒?时间全花在走路上。说实话,我当时差点骂人——这么好的硬件,被这种“动线”坑了。
## 空间利用率?先看流动
不少老板张口就问:“我这车间还能塞几台机?”💡 他们迷恋空间利用率,却看不见物料像蜗牛一样在车间里蠕动。 塞得越满,通道越窄,叉车拐个弯都得抖三抖。有一次去苏州,一家电子厂把SMT线和组装线隔了整整两个跨。PCB板要坐电梯上下楼。我问他为什么?他说当初按功能分区清爽。嗯,视觉上是清爽了,搬运距离多了三百米。
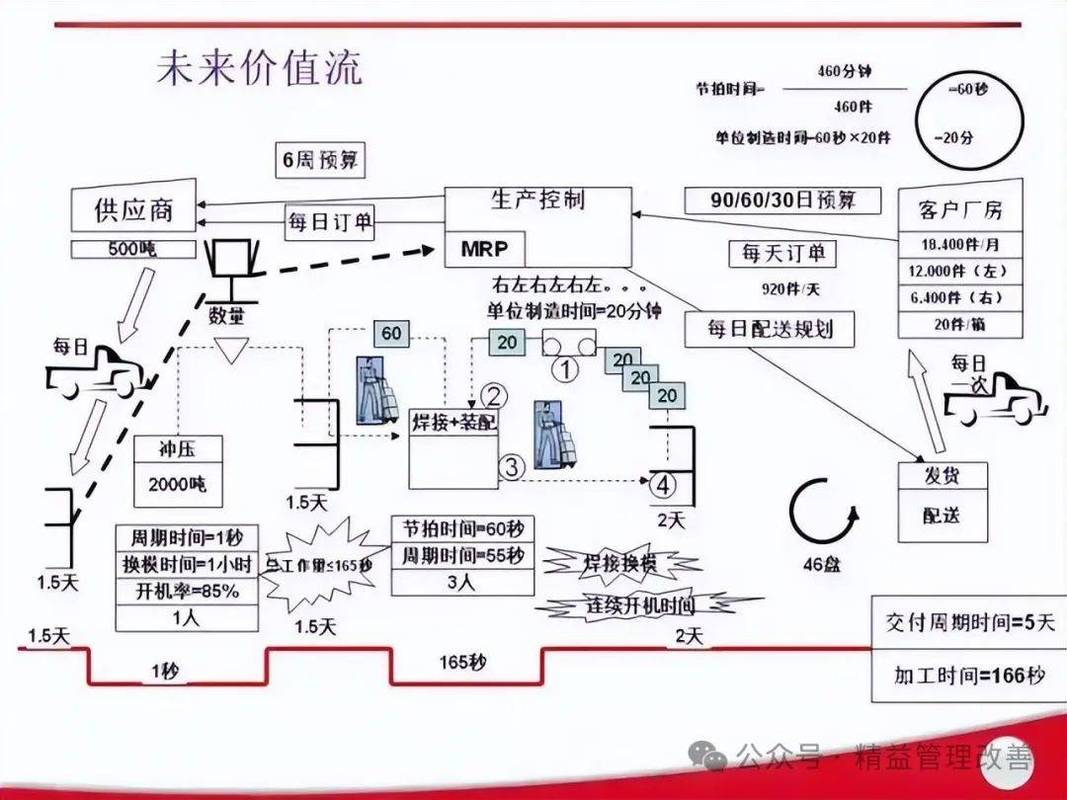 工厂精益布局价值流图改善案例
布局要考虑的核心,是“价值流”。 这个词听起来玄乎,其实就是从原材料进厂到成品发货,所有动作里到底哪些在给客户创造价值。冲压、焊接、装配——这些是增值的。搬运、等待、找工具——统统是浪费。你把设备排得跟军队方阵一样整齐,但物料流七拐八绕,那还不如乱点好。
U型线就是逼出来的。设备围成U形,入口和出口对着同一通道,工人可以同时照看多台机器,走动距离大幅缩短。不过U型线不是银弹——品种少批量大还行,要是每天换产几十次,光切换就够受的。💡 你得算行走距离,算换型时间,别拍脑袋。
## 那些“看起来很美”的布局错误
问:为什么很多新工厂布局图上无可挑剔,一投产就一塌糊涂?
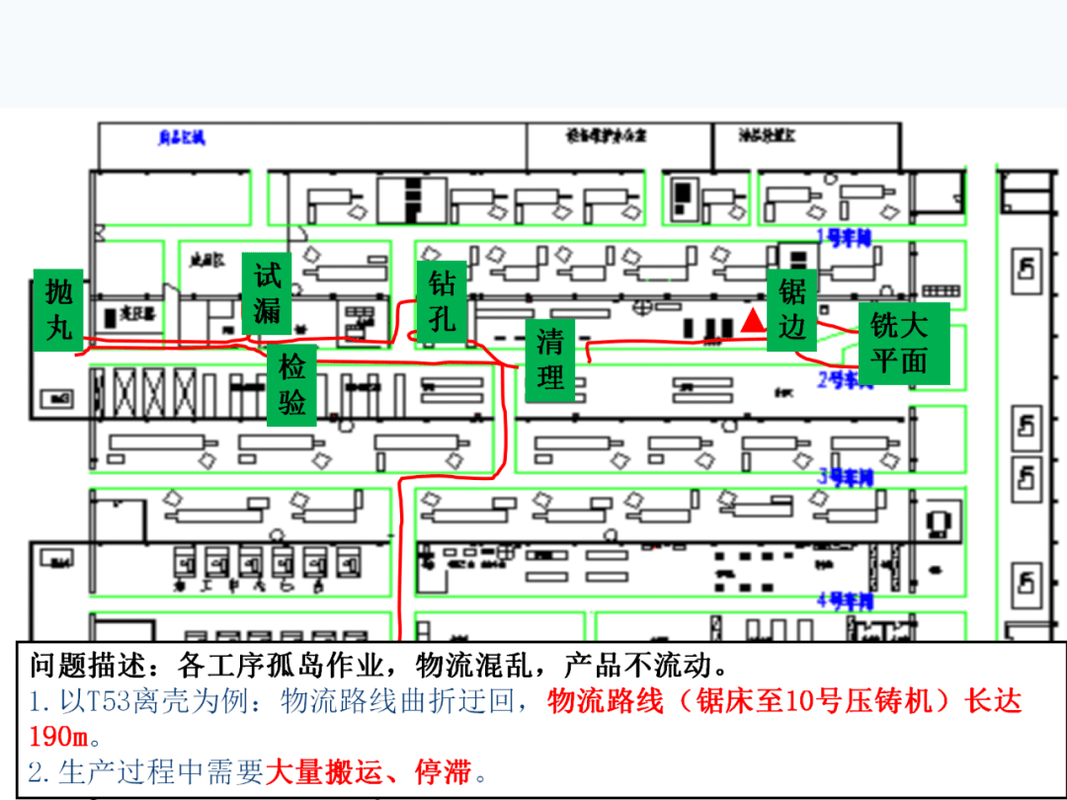
答:因为图纸是静态的,生产是动态的。举个经典例子——按工艺专业化分区。把所有冲床放一起,所有焊接放一起,中间留个物料暂存区。看起来专业,实则糟透了!一批零件从冲压跑到焊接,要穿越大半个车间,途中还要排队等叉车。我曾经在一个阀门厂测算过,一个阀体在车间里待了11天,真正在被加工的净时间不到40分钟。其他全在“旅行”。后来把部分冲床和焊机拆开,组成迷你单元,交付周期直接缩到3天。
还有一个坑:过度预留“弹性空间”。❌ “将来可能加线,先留大片空地”——结果空地成了临时仓库,通道堵死。布局必须紧凑,强迫物料流动,暴露问题。很多人害怕紧凑会混乱,但混乱往往源于过多的库存,而非空间不足。
工厂精益布局价值流图改善案例
布局要考虑的核心,是“价值流”。 这个词听起来玄乎,其实就是从原材料进厂到成品发货,所有动作里到底哪些在给客户创造价值。冲压、焊接、装配——这些是增值的。搬运、等待、找工具——统统是浪费。你把设备排得跟军队方阵一样整齐,但物料流七拐八绕,那还不如乱点好。
U型线就是逼出来的。设备围成U形,入口和出口对着同一通道,工人可以同时照看多台机器,走动距离大幅缩短。不过U型线不是银弹——品种少批量大还行,要是每天换产几十次,光切换就够受的。💡 你得算行走距离,算换型时间,别拍脑袋。
## 那些“看起来很美”的布局错误
问:为什么很多新工厂布局图上无可挑剔,一投产就一塌糊涂?
答:因为图纸是静态的,生产是动态的。举个经典例子——按工艺专业化分区。把所有冲床放一起,所有焊接放一起,中间留个物料暂存区。看起来专业,实则糟透了!一批零件从冲压跑到焊接,要穿越大半个车间,途中还要排队等叉车。我曾经在一个阀门厂测算过,一个阀体在车间里待了11天,真正在被加工的净时间不到40分钟。其他全在“旅行”。后来把部分冲床和焊机拆开,组成迷你单元,交付周期直接缩到3天。
还有一个坑:过度预留“弹性空间”。❌ “将来可能加线,先留大片空地”——结果空地成了临时仓库,通道堵死。布局必须紧凑,强迫物料流动,暴露问题。很多人害怕紧凑会混乱,但混乱往往源于过多的库存,而非空间不足。
 工厂单元化布局与按功能分区对比示意图
## 从布局看人:操作工的步数暴露了什么
我特别痴迷于数操作工的脚步。一次在常州,一条装配线上,工人每装一个零件要侧走两步去取。我问他累不?他苦笑。8小时下来,多走几公里。❌ 布局里藏着隐形的“走动浪费”,直接关系效率和士气。
问:怎么测量这种无形浪费?有没有实用方法?
答:有,而且简单粗暴——意大利面条图。拿一张布局图,跟着一个工人走20个循环,用笔画线。画完你就会惊呆:线条缠绕得像一团意大利面。然后分析哪里转身、哪里折返,调整工位器具的位置。我们做过一个案例,只是把物料手推车从身后移到面前,工人日产量提了15%。❗所以布局设计时,人机工程学不是锦上添花,是基本功。动作经济原则里的“双手同时操作”、“减少伸手距离”,都得融进硬件布局。
当然,现在也有软件模拟,但没有什么比你自己去车间走几圈更直观。有一次,我发现一个测试岗位的女工每次都要弯腰拿出不良品,扔到脚边的红箱子里。一天弯腰几百次。我们直接挖了个地坑把箱子放下去,让她随手一丢就行。她开心得非要请我喝奶茶。🥤
## 未来的布局要“柔性”吗?
这个话题争议很大。有些顾问整天喊“可重构制造系统”,听起来高大上,移动设备带脚轮,接上快换管线。但中小工厂哪有那么多钱折腾?柔性的前提是标准化和模块化。 你把水电气接口搞成统一快插,地面预埋导轨,以后调整确实方便。可如果产品本身十年不变,搞那些干嘛?
不过话说回来,现在产品生命周期越来越短,万一明年订单换款,整条线得拆了重来。投资柔性布局就像买保险——用不用得上,都得掂量。我倾向于“适度柔性”:基础通用的地轨、统一的设备高度、便于移动的轻型货架,先花小钱。
工厂单元化布局与按功能分区对比示意图
## 从布局看人:操作工的步数暴露了什么
我特别痴迷于数操作工的脚步。一次在常州,一条装配线上,工人每装一个零件要侧走两步去取。我问他累不?他苦笑。8小时下来,多走几公里。❌ 布局里藏着隐形的“走动浪费”,直接关系效率和士气。
问:怎么测量这种无形浪费?有没有实用方法?
答:有,而且简单粗暴——意大利面条图。拿一张布局图,跟着一个工人走20个循环,用笔画线。画完你就会惊呆:线条缠绕得像一团意大利面。然后分析哪里转身、哪里折返,调整工位器具的位置。我们做过一个案例,只是把物料手推车从身后移到面前,工人日产量提了15%。❗所以布局设计时,人机工程学不是锦上添花,是基本功。动作经济原则里的“双手同时操作”、“减少伸手距离”,都得融进硬件布局。
当然,现在也有软件模拟,但没有什么比你自己去车间走几圈更直观。有一次,我发现一个测试岗位的女工每次都要弯腰拿出不良品,扔到脚边的红箱子里。一天弯腰几百次。我们直接挖了个地坑把箱子放下去,让她随手一丢就行。她开心得非要请我喝奶茶。🥤
## 未来的布局要“柔性”吗?
这个话题争议很大。有些顾问整天喊“可重构制造系统”,听起来高大上,移动设备带脚轮,接上快换管线。但中小工厂哪有那么多钱折腾?柔性的前提是标准化和模块化。 你把水电气接口搞成统一快插,地面预埋导轨,以后调整确实方便。可如果产品本身十年不变,搞那些干嘛?
不过话说回来,现在产品生命周期越来越短,万一明年订单换款,整条线得拆了重来。投资柔性布局就像买保险——用不用得上,都得掂量。我倾向于“适度柔性”:基础通用的地轨、统一的设备高度、便于移动的轻型货架,先花小钱。
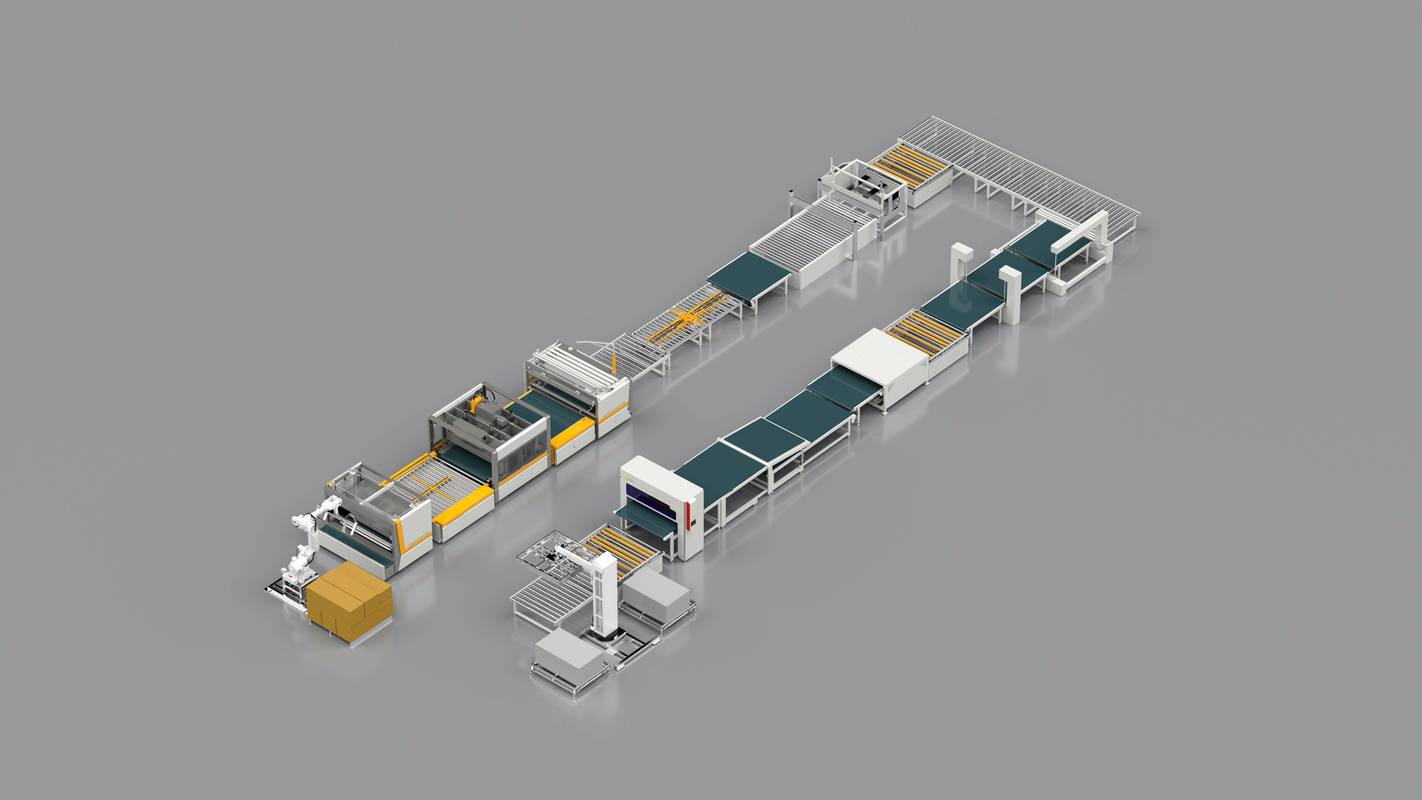 模块化可重构生产线布局设计
写到这儿,突然想起上个月在东莞,一家做充电桩的老板指着新车间说:“我全用轻钢龙骨隔墙,不要实墙。” 这招妙啊!车间分区想改就改,成本极低。这才是真正的布局思维——不为今天而建,为明天可拆而建。
好了,不扯了,手头还有个挤塑车间的布局图要审。下次再聊。
模块化可重构生产线布局设计
写到这儿,突然想起上个月在东莞,一家做充电桩的老板指着新车间说:“我全用轻钢龙骨隔墙,不要实墙。” 这招妙啊!车间分区想改就改,成本极低。这才是真正的布局思维——不为今天而建,为明天可拆而建。
好了,不扯了,手头还有个挤塑车间的布局图要审。下次再聊。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:重新审视工厂布局:别让隐形浪费吃掉利润
文章链接:https://www.zystgy.cn/a/54137