材料,还是材料
工业弹簧的失效,60%以上根源在材料。可别拿普通弹簧钢糊弄。弹簧钢牌号多着呢,65Mn、60Si2Mn、50CrVA……每种针对工况不同。例如,高温下必须用铬钒钢,耐腐蚀得上不锈钢321或者17-7PH。我曾经在一个化工厂见过,他们用普通碳钢做阀门弹簧,结果三个月全锈蚀断裂,教训啊。💡
设计不是照抄标准
弹簧设计手册上的公式谁都会用,但真正考虑到使用场景的很少。比如压缩弹簧,两端磨平并紧,圈数怎么取?如果节距太小,压并高度可能超差,或者出现侧弯。再有,弹簧钢丝的热处理后变形量,必须算进设计里。我见过图纸标公差正负0.1mm,热处理后直接超差,哭都来不及。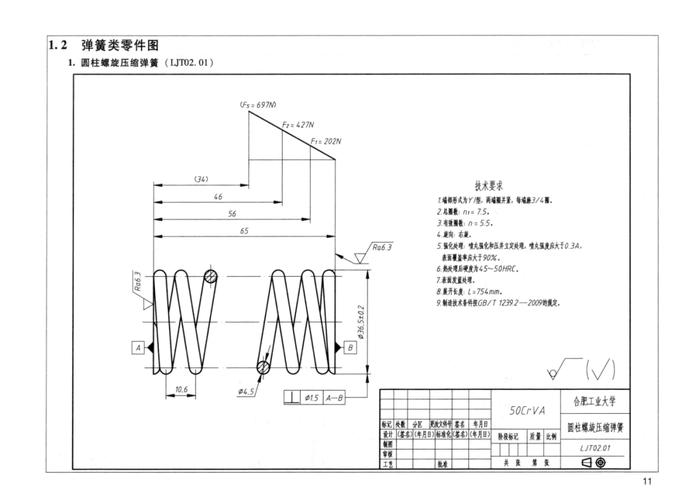
疲劳:看不见的杀手
维护策略与更换时机
很多工厂的保全工,弹簧用到断才换。这是赌命。预防性维护,必须依据实际。比如,超过设计寿命80%的弹簧,拆下来做全检。高温环境下,寿命按50%计。另外,安装时严禁用工具敲击簧体,那会产生应力集中点。我亲眼见过,一个新弹簧因为安装敲变形,三天就断。这损失,谁买单?