一个让我至今懊恼的案例
去年经手一个项目,重型减速机里的工业齿轮,装机不到三个月就断了齿。拆开一看,断面像撕开的饼干,沿晶断裂特征明显。客户跳着脚骂,我们查了三天三夜——结果呢?居然是热处理时淬火介质搅拌不足,局部冷却速度差了那么一点点。真让人拍大腿!
说实话,工业齿轮失效这事儿,十次有八次都不是什么高深理论问题。往往就是细节:一个圆角设计,一个渗碳浓度,甚至磨削时电流过大造成的烧伤。
不过话说回来,把失效原因全推到工艺上也不公平。设计阶段埋下的雷,有时更隐蔽。
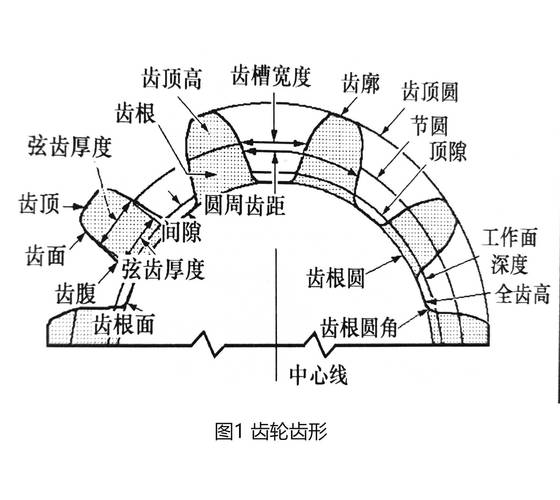
设计:被忽略的根部圆角
很多年轻工程师画齿轮图纸时,习惯直接套标准模数。可他们忘了,实际工况里的冲击载荷,会让齿根弯曲应力集中到夸张的地步。我在现场测过一组数据:圆角半径增加0.5mm,疲劳寿命能翻三倍。💡就这点改动,成本几乎不变。
但现实呢?不少图纸上的圆角标注含糊,甚至干脆按刀具自然形成处理。加工出来的齿轮,根部残留刀痕像一条小沟渠——那简直就是疲劳裂纹的温床。
这里必须吐槽一句:某些设计手册太老了,还停留在恒定载荷假设。如今伺服电机驱动的设备,启停频繁得像心跳,齿轮承受的是完全不同的载荷谱。❗
问:那我们该怎么优化设计?
答:首先,别偷懒。做一下有限元分析,特别是动态工况下的齿根应力分布。其次,齿轮材料的选用也得跟着实际走。比如,有冲击载荷就别死守45钢调质,试试42CrMo或更高韧性的渗碳钢。最后,圆角一定要明确标注,并且在工艺评审时拿放大镜看试切件。
材料与热处理:看不见的微观绞杀
我个人最怕遇到材料问题。因为热处理后的工业齿轮,外表看不出异样。非得切样、做金相,才能发现那些网状碳化物、或者表面脱碳层。有一次,某批次齿轮在台架试验时寿命离散度极大,我们怀疑材料成分偏析,做了光谱分析和扫描电镜,最后证实是钢材供应商混了炉号——含硫量超标,直接导致脆性。供应商的解释轻飘飘:“可能是搞错了发料。”我当时真想骂人。😤
如果你接触过齿轮加工全流程,就会明白:渗碳淬火后的残奥控制、回火充分性、磨齿时的磨削热,哪个不是坑?尤其现在追求生产效率,有些外协厂把渗碳时间压缩,表面硬度是达到了,但硬度梯度不合理,芯部强度不足,重载下直接压溃。
问:怎么检测齿轮热处理质量?
答:常规的硬度检测只是入门。必须抽检做金相组织分析,确认碳化物级别、残奥含量、马氏体针长等。对重要齿轮,还要做表面残余应力测试。另外,无损检测不能走过场,磁粉探伤或超声波探伤得覆盖关键区域。千万别等装上线再发现裂纹,那时候就晚了。
润滑:一个常被低估的变量

聊完设计和材料,润滑问题也得提一提。很多现场的人觉得,齿轮箱里的油只要不少就行。但工业齿轮的啮合面,在重载下会产生很高的局部接触温度,油膜一旦破裂,微观点蚀迅速扩展。⚡我在山东一家轧钢厂见过:他们为了省钱,把齿轮油的粘度从ISO VG 320降到220,结果半年后中速轴齿轮点蚀严重,最后整根轴报废。得不偿失。
更隐蔽的是油品清洁度。齿轮跑合产生的微小金属颗粒,如果不及时过滤,就像研磨剂一样,加速磨损。有一次检测样品,油样铁谱分析显示大量切削磨损颗粒,拆箱发现一个轴承保持架已经碎了,碎片混入油路,把好几对精密齿轮都打坏。链条反应太可怕。
有时候,用户明明选了名牌减速机,却忽略了运行前的冲洗和换油。装上去就用,以为省事,实则埋雷。😕
维修现场的启发
前一阵去现场处理一个提升机齿轮故障,发现维修师傅们用的轴承加热方法很有创意——直接拿气焊枪烤。这种局部热冲击会导致齿轮轴变形,径向跳动可能超出几丝,那啮合还能好吗?我问他们为什么不按规程用感应加热器。师傅说,感应加热器拿去修了,领导催得急。唉,这种恶性循环,真是工业人的日常。
每次遇到这类事,我都会想:工业齿轮看似粗笨,实则娇贵。需要设计、材料、加工、装配、润滑每个环节都细心对待。✅
最后聊一点个人心得。做了二十年机械,我越来越觉得,写报告用“失效原因:设计不当、材料缺陷、操作失误”这种官话毫无意义。真正的价值在于把教训变成可执行的动作。比如,修订设计规范、加强来料检验、规定换油周期。这些看似琐碎,却是降低工业齿轮失效最朴素的方式。
希望能给同行一点参考。写这篇文章时,窗外车间里正传来试机的噪音,希望那对新齿轮能撑得久一些。就写到这儿吧。