干燥设备选型,一着不慎满盘输
上个月帮一家陶瓷企业做诊断,他们的喷雾干燥塔用了十年,粉料水分总是不稳,时而团块时而扬尘。车间主任挠头:“配方没变,浆料没变,怎么就控不住?” 我绕塔转了一圈,指指热风分配器:“多久没清结了?” 他迟疑:“清结?那不是大修才做吗?” ——问题就在这儿。很多人以为买台干燥设备回来一按开关就行,完全无视物料特性与设备工况的匹配。实际上,干燥器分几十种,厢式、带式、流化床、喷雾、闪蒸、冷冻……乱选就是灾难。 比如热敏性物料非要用热风干燥,结果有效成分降解,药厂那批灵芝孢子粉就这么报废的。反过来,无机盐你用冷冻干燥?能耗高得离谱,成本直接翻五倍。 如何选型? 三个核心维度:物料的热敏性、含水形态(自由水还是结合水)、处理量规模。再结合实际操作弹性——毕竟生产计划不是一成不变的。 问:我们厂想上一条干燥线,怎么确定用流化床还是喷雾干燥? 答:看物料状态和产量。喷雾干燥适合溶液、乳浊液、悬浊液,瞬间干燥成粉,但热效率不高,且设备庞大。流化床适合颗粒状湿料,能精确控温,热效率高,但进料必须有一定粒度。如果您的物料是浆状且产量大,喷雾更省事;如果是20目以上颗粒,流化床能耗低得多。另外别忘了,喷雾干燥的废气含尘量高,后续除尘投入也不小。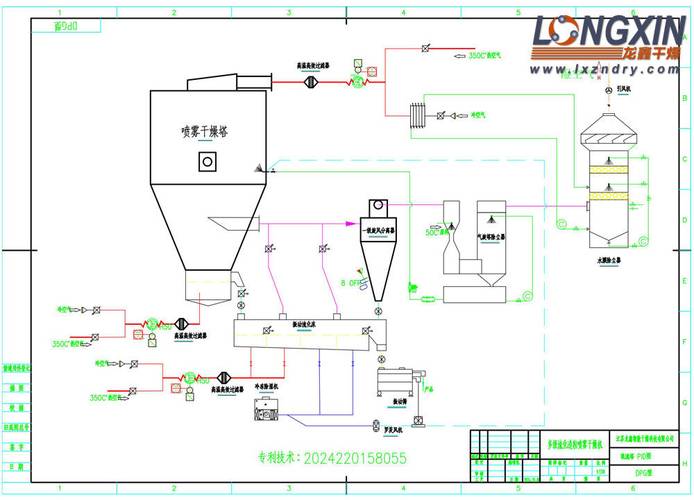
能耗黑洞:看不见的浪费才是真凶
我特别反感一提节能就推“变频风机”、“热泵干燥”的做法——不是说这些没用,而是不看现场就开方子是庸医。 很多工厂的干燥系统,排风温度高得烫手,却不做余热回收。某食品厂用带式干燥机烘蔬菜,废气直接排空,温度120℃,湿度才30%。我让他们加装了一组热管换热器,预热进入的新鲜空气,蒸汽用量立马降了18%。投资回收期?十个月。 但更大的坑是操作习惯。操作工为了“保险”,往往把进风温度设得过高,排风湿度还不到20%就急着出料,以为快就是省。实际呢?干燥速率并非线性,恒速段与降速段的机理完全不同。盲目提速只会让表面硬化,内部水分出不来,最终反而加长周期。 我见过最离谱的案例:一家污泥干化厂,桨叶式干燥机,蒸汽压力调在0.8MPa,产能上不去,又增加传热面积。我去测了测,物料含水率从80%降到60%只用了10分钟,但从60%到40%花了一个半小时——典型的内部扩散控制阶段。这时候该做什么?降低温度、延长停留时间,并辅以翻动强化。他们反着来,结果能耗翻倍,设备磨损加剧。 问:怎么判断自己的干燥系统有没有节能空间? 答:先做一次完整的能量平衡测试。测进出风温湿度、物料进出含水量、蒸汽或电耗,算出热效率。一般对流干燥的热效率如果低于45%,肯定有优化余地。其次看废气相对湿度,低于50%多半过量送风。最后,检查保温——干燥器壳体、风管表面的温度比环境高10℃以上,就该更新保温层了。这些小细节累积起来,一年省几十万轻轻松松。💡
新工艺冲击:微波、红外、过热蒸汽……真的靠谱?
智能化:从“瞎子摸象”到数字孪生