车间机器轰鸣,操作台上那台老旧的单螺杆挤出机又堵了。老张嘴里嘟囔着,用铜棒敲了敲模头,塑料熔体依旧断断续续——这已经是这周第三次了。我凑过去看了一眼挤出的型材,壁厚忽大忽小,表面还带着鲨鱼皮一样的纹路。说实话,这场景我再熟悉不过。挤出模具,这玩意儿看着就是个铁疙瘩,但里头门道深了去了。很多厂把图纸一扔,直接照着做,结果试模时焦头烂额。真不是随便开个流道就能成的事儿。
流道设计——看不见的致命弯道
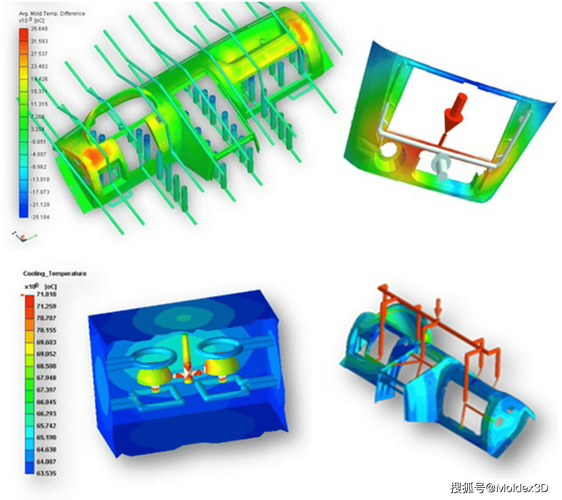
你以为熔体乖乖听话沿着流道走?太天真了。高分子材料在模具里那个脾气,简直了!稍微一个锐角转弯,它就给你来个熔体破裂;压缩比没算对,出口膨胀能让你目瞪口呆。记得有次接了个PC灯罩的单子,供应商拍胸脯说模具绝对没问题,结果挤出来的产品全是晶点。拆开一看,分流梭那个过渡区设计得跟悬崖似的,熔体停留时间严重不均。❗ 教训啊,流道设计不是画条线那么简单。现在好多厂开始用CFD模拟了,但说实话,模拟归模拟,实际加工误差加上温度波动,数据再漂亮也白搭。还是得靠经验,尤其是异型材,口模设计预留多少膨胀量,全凭老师傅的手感。
问:怎么判断一副挤出模具的流道设计是否合理?
答: 看三样——压力分布、表面质量和产量稳定性。如果模头压力波动超过5%,或者挤出的型材各点速度差异肉眼可见,那八成是流道平衡没做好。很多时候,用清机料试模,看颜色分布就知道熔体流程长短。当然了,最好还是做个模流分析,但别全信软件,一定要和实际试模数据比对。我常用的一招:切断料坯,看截面各处的密度和光泽,比什么仪器都直接。
材料与热处理:好钢必须用在刀刃上
一副模具寿命短,70%毁在材料上。市场上模具钢水太深了,标着H13的实际含铬量可能差一大截。尤其做PVC的,氯化氢腐蚀那叫一个狠,用差点的钢,三个月就坑坑洼洼。我经手过最惨的案例,一套PMMA挤出模,为了省钱用了国产Cr12,结果抛光后表面粗糙度就是下不去,挤出的导光板全是暗纹,整批报废。🤯 现在都学乖了,关键部位比如口模、芯棒,老老实实用进口粉末冶金钢,甚至上碳化钨涂层。电镀硬铬?别傻了,厚度超过0.05mm就容易剥落,现在流行的是化学镀镍磷合金或者PVD涂层,耐磨性上一个大台阶。但!涂层不是万能药,表面处理前基体预处理不到位,照样起皮。
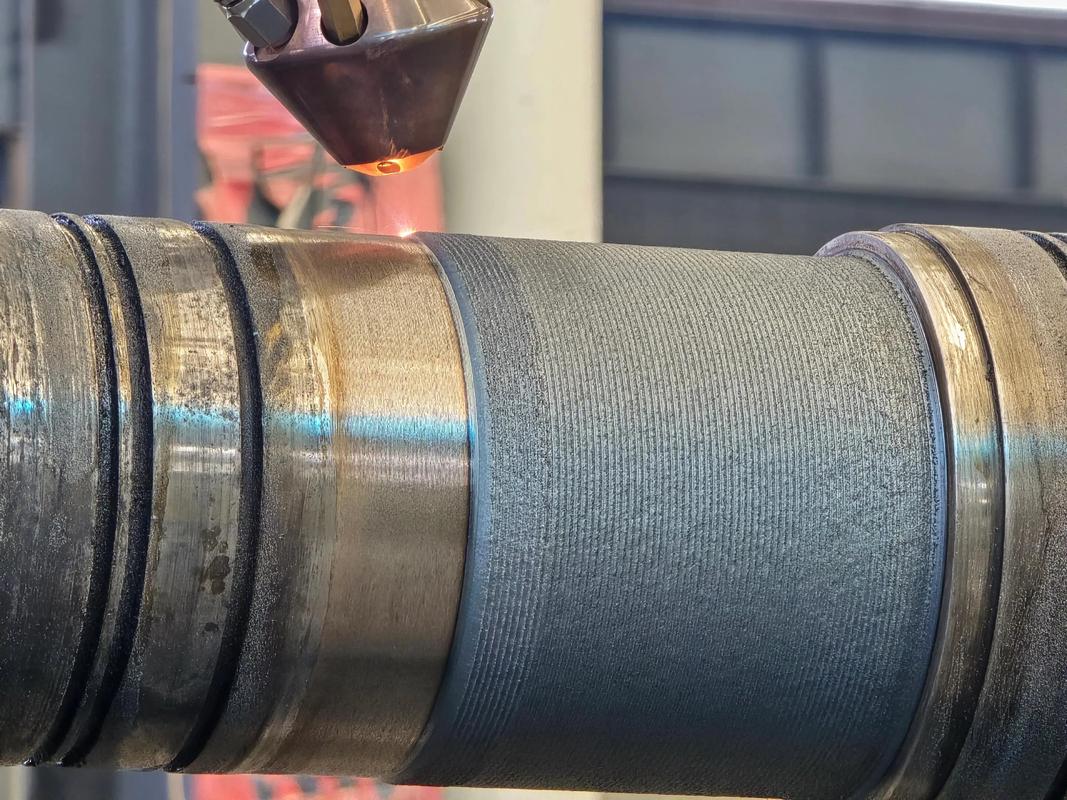
问:模具出现微裂纹了,除了换新模具有没有更经济的办法?
答: 看裂纹位置和深度。如果是非关键区域的浅表裂纹,激光熔覆是个神器,用同材质的粉末堆焊然后精磨,寿命能恢复八九成。咱们厂里那副天线罩模具,就是靠这个续了命。但如果是口模棱角处贯穿性裂纹,别犹豫,直接线切割掉那块重做。还有个偏方💡:对于极细微的龟裂,有时候用高渗透性厌氧胶真空浸渍,也能应急,但只限于非受力壁面。记住,修复前一定要做探伤,搞清楚裂纹走向。
试模:一场技术与耐心的较量
新模具上机,那真叫一个心跳加速。设定温度、转速,然后盯着口模看熔体出来——啊!歪了!着急忙慌去调模唇间隙,结果越调越乱。试模最怕什么?怕设计本身有硬伤。有次试一套中空玻璃隔条模,怎么都调不平整,后来发现口模设计时没考虑熔体离模膨胀的各向异性,硬是返厂改了流道。还有更要命的,定型模的水路,稍微堵一点,冷却不均匀,产品一会儿弯一会儿扭,简直就是噩梦。现在的做法是上三维激光扫描,快速做逆向验证。不过话说回来,再先进的设备也替代不了人的直觉,比如听螺杆声音判断塑化程度,这本事书本上学不来。
多腔共挤:既要快又要稳
这几年多层复合型材火得不行,从ASA/PVC共挤到多层管材,挤出模具也卷起来了。多腔分配器设计得跟迷宫似的,熔体分层一乱,界面就出现波浪纹。去年跟一个做汽车密封条的团队聊,他们为了把三元乙丙橡胶和聚丙烯共挤均匀,光分配器就改了七版。😂 还有随形冷却,3D打印做的模芯,水道绕着型腔走,冷却效率飚升,但那个成本……小厂玩不起。不过趋势摆在那,轻量化、高仿真木纹、免喷涂,这些热点推着模具技术往细里抠。现在有些模头直接集成静态混合器,改善色母分散,比人工拌料准多了。技术总是在进步,但最基础的模头强度计算、分型面研配,这些吃功夫的活,永远丢不得。模具这行,说到底是个细致活,敲敲打打,跟铁块子较劲,什么时候把熔体脾气摸透了,才算真正入了门。