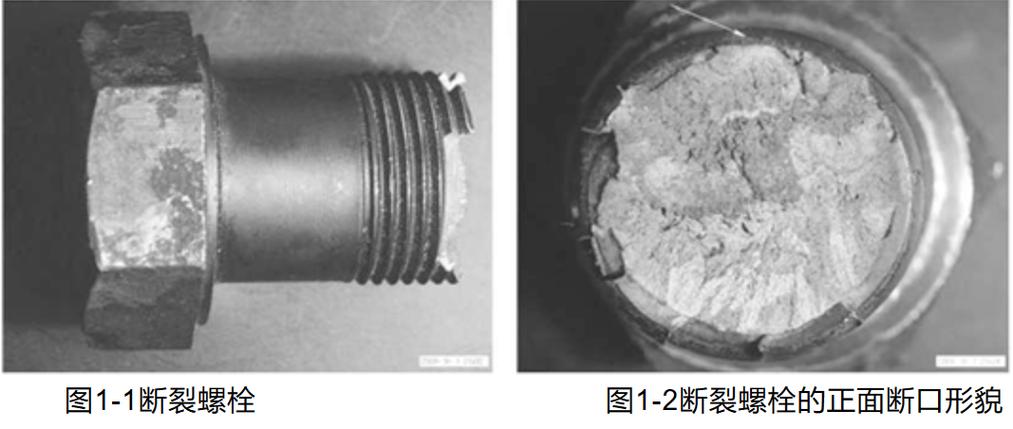
前阵子去一个压铸厂,老板拉我到生产线边上,指着报废的模具直摇头:“才三万模,型芯就裂了——你说这咋整?”我没马上接话,蹲下看了看断口,心里已经有数了。这哪是单一问题?分明是一串决策失误的连锁反应。压铸模具这玩意儿,看似粗笨,实则娇贵得不行。 你宠着它,它给你出百万模次;你欺负它不懂喊疼,分分钟死给你看。
搞压铸的都知道,模具是核心成本,也是利润粉碎机。省什么不能省模具设计,但偏偏很多厂拿着不知道从哪拷来的图纸,应付不同机型和合金——❌ 这简直是在赌命。铝液、镁液,高温高速冲刷,热应力、机械应力、腐蚀,多重因素叠加,模具寿命完全取决于你前期考虑了哪些细节。
热作模具钢:别只看牌号,供货状态坑更深
一说压铸模具钢,H13几乎是脱口而出。对吧?耐热疲劳、综合性能不错。但你知道吗?现在市场上的H13,质量差距大到离谱。有些小钢厂出来的,夹杂物超标,碳化物偏析严重,淬火时直接玩完。我见过最离谱的案例:模具还没上机,真空热处理完,型腔表面网状裂纹直接判了报废。检测报告一出来——T.T 硫含量居然是优质钢的三倍!
所以我的采购逻辑很粗暴:只认大厂,要质保书原件,还得抽查进厂成分。 而且,别以为买了好材料就万事大吉,热处理才见真章。淬火、回火,硬度定多少?很多人张嘴就是HRC48-52。可你知道对于大型复杂模具,硬度高意味着韧性差,热疲劳抗力下降吗?我见过一套门板内板模具,坚持用HRC50,结果早期龟裂严重,改成HRC46后,寿命反而延长了近50%。这找谁说理去?💡
有次和瑞典某钢厂的技术总监聊,他提了一句我记到现在:“模具钢的韧性,往往比硬度更值钱。” 深以为然。选材,你必须要结合你的产品壁厚、浇注温度、脱模剂冷却条件,才能选对那根平衡木。盲目追求高硬度,无异于给自己埋雷。
模具设计里的“反人类”陷阱
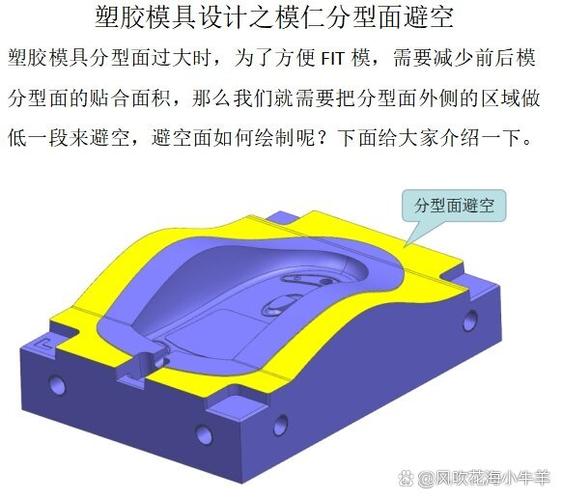
设计是源头。一个糟糕的分型面,能让后续所有工作变得痛苦不堪。比如滑块抽芯,角度、锁紧力、配合间隙,哪个算错都是硬伤。我最怕碰到那种只会画图、没在一线待过的新手设计师。你问他拔模斜度为什么定2度?他答不上来,标准上抄的。但实际呢?深腔、高筋条,拔模斜度不足,顶出时活生生拉裂产品,连带损伤模具——惨。
浇注系统设计更是一门玄学,不,是科学。直浇道、横浇道、内浇口,截面积比例、流动平衡,决定了铝液是顺畅填充还是乱流卷气。 卷气多了,铸件气孔、模具冲蚀,恶性循环。我碰到过最坑的项目:模具结构完全对称,结果远端始终缺料缩松。调试了三天,最后发现——横浇道截面积过渡太突兀,造成局部涡流。切掉重做,损失十几万。
还有冷却系统。别小看那几根水孔。位置、孔径、水流速,直接影响热平衡。热平衡一垮,模具局部过热,粘模、热裂接踵而至。⚠️ 很多厂为了图方便,冷却水就这么一根直管进去,循环死角一堆。结果就是模具像个发烧的病人,局部高烧不退,能长寿才怪。
问:模具冷却水道到底该怎么设计?有没有什么快速判断的方法?
答:快速?没有。但有个原则:热区必须重点冷却,冷却水必须紊流。 紊流换热效率是层流的三倍以上。怎么实现紊流?提高流速,水道截面不要太大,必要时加隔板或做成点冷。用模流分析软件可以模拟温度场,但经验也很重要——看看首次试模后哪些部位先发白变干,那里就是热集中区,冷却必须跟上。别等粘模了才追悔莫及。
生产现场:细节是魔鬼之母
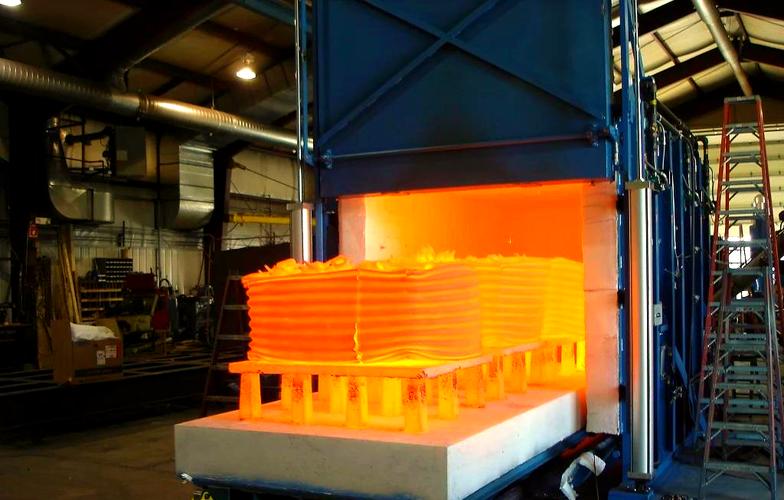
模具上机了,以为高枕无忧?Too young. 很多时候模具寿命不是设计问题,是死在了使用上。最简单的,预热! 你冬天开车都知道暖车,模具不预热直接灌650度铝水,热冲击有多大?冷模状态下,型腔表面瞬间升温,膨胀,内部还是凉的,巨大的应力足以让模具产生微裂纹。这些裂纹不断扩展,最终导致早期失效。预热温度多少?铝合金一般180-250℃,镁合金更高。必须均匀,而且不能只烘烤表面,最好用模温机。
脱模剂喷涂同样关键。喷多了,型腔温度降低过大,冷热循环应力大,且易产生积碳;喷少了,粘模拉伤。现在都用自动喷涂,但脉冲参数设定、喷嘴角度,都得反复调。我有次从手工喷涂改成机器人喷涂,本以为一劳永逸,结果因为喷涂过量,积水导致气孔废品率飙升。最后降低雾化压力,减少喷涂时间,问题解决。真的,任何变动都可能带来新麻烦。
还有一点想吐槽:生产急的时候,操作工为了抢时间,模具还没彻底清理就匆忙合模。那些残留的小披锋、铝渣,夹在分型面,几次就能把模具啃出坑。更过分的是,有些管理者默许这种做法。✅ 正确的操作规范应该是铁的纪律。
问:模具出现早期龟裂,除了换材料,还有什么补救办法?
答:得看龟裂程度。轻微的,可以激光熔覆、微弧氧化之类的表面处理去修复和强化。但如果是大面积的、深层的网裂,修复意义不大,模具寿命已进入倒计时。这时候得反思原因:是不是冷却不足?是不是预热不够?是不是脱模剂腐蚀性太强?找到根源,下一套模具才能避免。另外,定期去应力回火是非常好的习惯,每生产8000-10000模次做一次去应力,能有效延缓裂纹产生。 但,很少有人坚持这么做。唉。

最后聊聊成本控制这回事。很多老板一听模具报价,眼睛瞪得老大。可你算过没有?模具寿命每降低10万模次,分摊到每个铸件上的成本会增加多少?再加上停机换模、废品损失、延误交期……那点模具费的节省,根本就是捡芝麻丢西瓜。我一贯主张:在模具上花钱,在工艺上省钱。 好模具,用起来真不一样。故障率低,稳定生产,这个账要算明白。
压铸模具,玩的是综合能力。从选材、设计、加工、热处理到维护,环环相扣,任何一个短板的出现,都会以模具寿命的暴跌来惩罚你。它不会撒谎。你糊弄它,它立马掀桌子。与其事后救火,不如前期把每个决策都往深了想一层——这个行业,没有侥幸。