干了二十年冲压模具,说实话,我最怕半夜接电话。模具又崩了,产品毛刺超标,停产!老板的脸比模具钢还黑。冲压模具这玩意儿,看似一堆铁疙瘩,实则比人还娇贵。你虐待它,分分钟死给你看。
记得刚入行那会儿,师傅扔给我一本破手册,说:“小子,冲压模具寿命就三件事——材料、热处理、使用习惯。其他的都是扯淡。”我当时不信邪,结果呢?一套Cr12MoV的冲裁模,按理说应该能打五十万冲次,到我手上十八万就崩刃了。邪门吧?后来才发现,问题出在冲压模具的间隙上——单边放大了0.05毫米。就这一点点,刃口像被狗啃了一样。
这就是我今天想聊的:冲压模具失效,从来不是什么玄学,是你忽略了那些细碎的、看似无关紧要的细节。❗
为什么你的冲压模具总是不耐用?
很多人一上来就怪模具材料。国产料不行,非得用进口的!这话对,也不对。模具钢确实有高低,但你知道吗,国内不少冲压厂,连最基本的模具润滑都做不好。冲压加工时,摩擦热瞬间能到几百度,你不给油,刃口相当于在干磨,能不废吗?我见过最夸张的,为了省几块钱的冲压油,一套价值十几万的拉深模,三天拉毛,修都修不回来。这账算得,唉……
再说热处理。冲压模具的热处理是灵魂。硬度做低了,磨损快;做高了,脆得像玻璃,一冲就崩。有次我负责一套厚板冲裁模,设计要求HRC58-60,热处理厂拍胸脯保证没问题,结果回来一测,HRC62!我说这不行,他们居然说“更硬更耐磨啊”。当场我就炸了——你当是菜刀呢?结果上机不过两小时,刃口崩了一大块。后来检测,回火不足,应力集中。所以说,冲压模具的热处理,绝对不能将就。✅ 用真空淬火+深冷处理,稳得多。
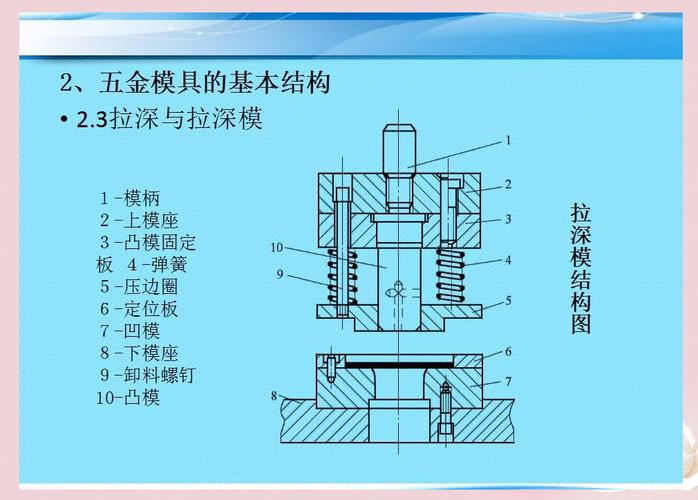
不过话说回来,就算材料和热处理都到位了,模具结构不合理也是白搭。比如导向机构。冲压过程中,导柱导套如果精度不够,或者间隙过大,上下模错位,刃口偏磨,产品毛刺一下就超差了。特别是高速冲压模具,每分钟几百冲次,导向不好就像醉汉走钢丝,随时完蛋。
四个常见的冲压模具“死法”,你遇到过几个?

1. 刃口磨钝。 最常见,也最容易被忽视。很多操作工看到毛刺大了,不是换模就是临时修磨,但从来不分析为什么磨损那么快。其实,除了间隙和润滑,冲压频率与模具钢种不匹配也是元凶。比如用普通合金工具钢去打不锈钢,那不是找死么?该用粉末高速钢的时候别省那点钱。
2. 崩刃或开裂。 除了热处理问题,冲裁力设计偏大,或者废料堵塞导致意外过载,也会让冲压模具“咔嚓”一声。我见过一个奇葩案例:冲压模具设计时没考虑废料滑出角度,结果废料堆积在凹模内,硬生生把凹模胀裂了。就一个落料孔角度,废了一套模。
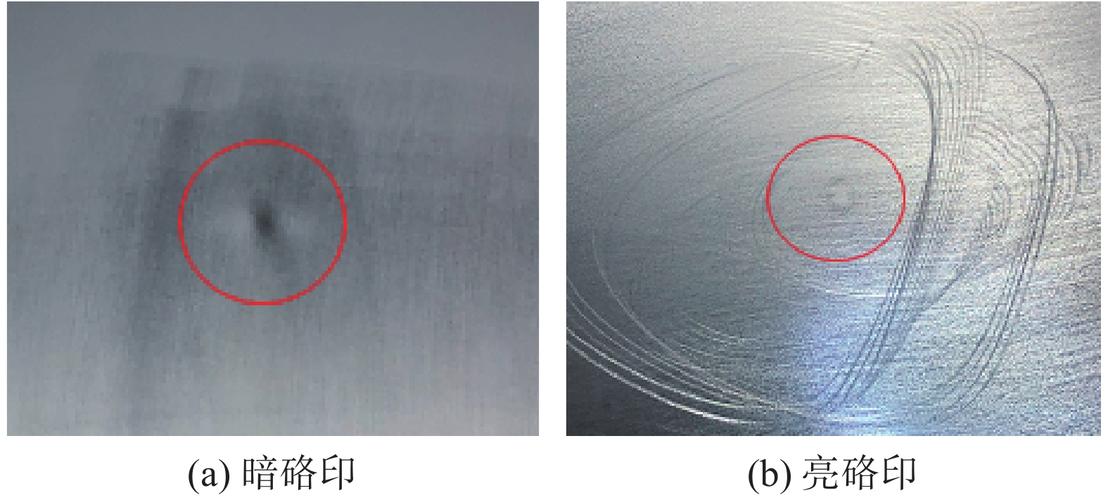
3. 变形。 多发生在细长凸模或薄壁凹模上。冲压时失稳弯曲,或者凹模强度不足向外胀大。这种更隐蔽,因为模具没碎,但产品尺寸慢慢跑了,等你发现,几千个废品已经出来了。所以,冲压模具的刚性校核,绝不是可有可无。
4. 疲劳断裂。 像慢性毒药。冲压模具在交变应力下,产生微裂纹,逐渐扩展,最终断裂。这种失效往往毫无征兆,断口一部分是旧痕,一部分是新茬。要破这个局,除了材料韧性要好,定期应力消除或者设定强制报废冲次,是唯一办法。
实战问答:你关心的那些冲压模具难题

问:我的冲压模具导柱老是咬死,铜套都换了也不管用,到底怎么回事?
答:导柱咬死,90%不是因为铜套,而是润滑方式和装配精度。第一,确认导柱垂直度,哪怕偏了0.01毫米,配合间隙小的话很快就发热烧结。第二,别用普通黄油,高速冲压要用极压润滑脂,或者油雾润滑。第三,检查导柱是否有镀层磨损,一旦镀铬层剥落,马上换,否则铁磨铁,神仙也救不了。铜套反而要留有自润滑槽,不然油进不去,什么套都白搭。❗
问:冲压模具用多少冲次后必须强制报废?有没有一个参考标准?
答:这个问题还真没有固定标准,完全取决于模具类型、材料和产品要求。但我的经验是:普通冲裁模,一刃口修磨寿命在15-30万次,总寿命大概80-150万次就该考虑强制报废,因为反复修磨后刃口层的基础强度已经不行了。拉深模的话,看表面处理,比如TD处理或PVD涂层,可能50-100万次才需要重涂,但凹模圆角一旦出现橘皮或拉伤,立刻停用,否则越拉越深,模具报废更快。重要订单的模具,我会在达到预估寿命的80%时,直接强制下线换模,哪怕它看起来还能打。这叫风险控制,别心疼。💡
问:都说冲压模具要预热,冬天尤其重要,但怎么预热才规范?
答:预热不是拿喷灯烤几下就完事。要均匀、缓慢。我通常用模温机接冷却/预热管道,先打循环热水或热油,让模具整体升到40-60℃,保温半小时以上再开打。如果是大型模具没法装模温机,至少用加热棒插在预设孔里,多点测温,严禁火焰直接烤表面,那样局部退火,硬度就废了。南方有些车间没暖气,冬天模具冷得像冰块,一开机冲击力就能让刃口暗裂,过几天才断,你都不知道怎么死的。
说到底,冲压模具就是工业印钞机,你待它精细,它给你出活;你糊弄它,它立刻翻脸。这些年,我越来越觉得,冲压模具之道,在乎细节,在乎敬畏之心。共勉。