
一、模具寿命的真相:不是钢不行,是热处理乱来?
刚入行那会儿,总觉得进口模具钢贵得没道理。后来被现实狠狠抽了耳光——同一套模具,用国产Cr12MoV,打到十万模就拉毛;换成日本SKD11改良料,三十万模还能光亮如新。问题不全是炼钢,你信不信?很多厂子热处理只做一次回火,残奥都没消干净,模具一上机就开裂。更别说深冷处理…… 好多老板觉得那是玄学。
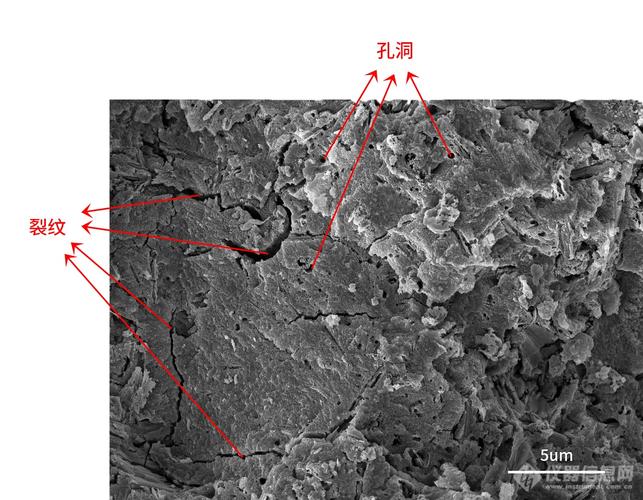
我见过最离谱的一次:模具淬火后硬度HRC58,看着挺美。结果用了一周,表面龟裂成蜘蛛网。金相一查,碳化物偏析严重,网状碳化物像刀片割在基体里。这就是炼钢和锻造没到位。所以我现在跟徒弟讲,选材料不能光看牌号,得查冶金质量,看球化退火组织,看带状偏析级别。这些细节,图纸上永远不会标。
问:模具开裂除了热处理,还有哪些容易被忽略的原因?
答:设计阶段就埋雷!尖角、壁厚突变、冷却水道离型面太近…… 应力集中这种事,FEA分析是能算出来,可很多小厂用二维CAD画模具,压根儿不看应力分布。还有磨削加工,进给量一大,瞬间高温把表面烧伤了,肉眼可能看不见,但微观裂纹已经产生。模具不是用坏的,是作死的。
二、精密加工:五轴机买得起,用得起么?
现在不少老板喜欢炫耀五轴联动加工中心,那架势,像买了台法拉利不开。但机床精度是一回事,实际加工出来是另一回事。前几天去一个供应商车间,他们为了省刀,一把R3球刀从粗铣用到精铣,最后清根也用它——刀具磨损导致的轮廓误差,比机床定位精度严重十倍。更讽刺的是,切削液还在用大桶兑水的配方,夏天都馊了,刀具寿命能长才怪。
高速铣是真的爽,前提是你得懂切削参数。举个例子,模具钢预硬到HRC40,用涂层硬质合金刀,线速度200米/分,每齿进给0.1毫米,切深0.2——那铁屑是发红的细针,排出来唰唰响。如果你看铁屑是蓝色大卷,对不起,刀具已经在过度磨损了。而且切记,清根程序一定要单独做,用更小直径刀具,降低转速和进给,否则拐角处啃刀,分分钟让你精度报废。
问:模具加工中,如何权衡效率与精度?
答:没有绝对平衡,只有阶段侧重。粗加工当然追求效率,可也得保证余量均匀,别给精加工挖坑。半精加工是核心,必须消除前道工序的变形和应力,我用0.5mm均匀余量是死规矩。精加工就纯粹为精度服务,走刀路径规划要使切削力恒定,摆线铣、片铣都是好招。别信那些一键式自动编程软件,CAM工程师的经验才是无价的。
三、表面工程:镀层?渗层?还是瞎跟风?
模具表面处理这两年火得一塌糊涂,是个业务员就上来推荐PVD涂层。但要命的是,很多人连基体都没整明白。比如镀钛铝氮涂层需要基体硬度HRC60以上,你拿个软趴趴的预硬钢去镀,一压就塌,涂层剥落跟头皮屑似的。涂层不是万能药,它只是好基体上的倍增器。
渗氮倒是个实在工艺,尤其对压铸模。但气体渗氮脆性大,搞不好边角崩裂。我喜欢用离子渗氮,白亮层可控,变形小。记得有次试一套镁合金热室模,渗层深度做到0.15毫米,打了一百万模,型腔几乎没有熔损。成本呢?比每三万模修一次划算太多了。所以别嫌工艺贵,要算总账。
说了这么多,其实就想强调一件事:模具制造是一个系统工程。从设计、材料、加工、热处理到表面强化,环环相扣。任何一个环节掉链子,最终产品都会用缺陷来惩罚你。这些年我摸索出来的经验,无非就是敬畏每一个细节,别信那种“差不多”的鬼话。对了,最近在试一种新的模具钢——粉末冶金高速钢,做冲头寿命翻倍,就是价格辣手,等有了更多数据再跟你们分享。先到这吧,车间又有活儿了。