2026-06-01 11:33:41 作者:网编
分类:文章
上个月去宁波一家汽配厂,看到他们新上的自动化线——机器人忙得热火朝天,可偏偏在最后一道工序卡壳了。怎么回事?治具。一个简单的定位块磨损了0.2毫米,整个批次报废。老板气得跳脚,但说实话,这太常见了。
我见过太多这样的场景。工程师们迷恋PLC程序、痴迷伺服参数,却常常冷落那个最底层的物理接口——治具。它不起眼,对吧?一个铁块、几个销子、几颗螺丝。可就是这玩意儿,决定了你的产线是印钞机还是碎钞机。
治具不是铁疙瘩,是工艺的物理算法
设计治具,本质上是在用钢铁写代码。你定义的每个定位面、每个夹紧点,都是一条指令。指令错了,执行再好也是废的。😤
比如常见的六点定位原则。教科书上讲得头头是道,但到了现场,你会发现工件来料根本不一致!铸造毛坯有拔模斜度,冲压件有回弹,你理论上的六个点,可能只接触到三个。怎么办?必须留出可调环节,或者干脆用自适应浮动结构。我上次在苏州看到一家公司,在治具上装了几个微型气动检测销,工件不到位直接报警——这思路多聪明。
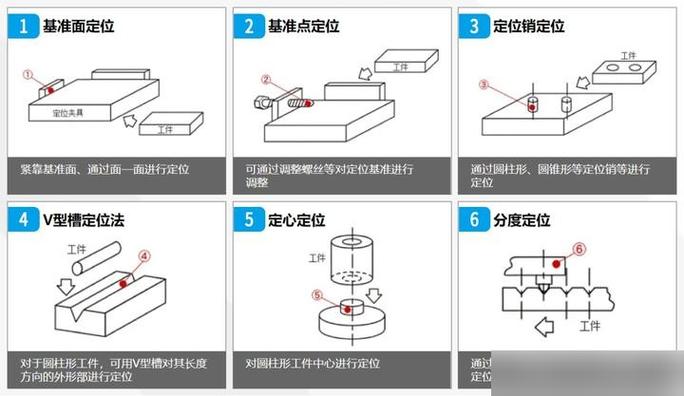 精密铣削治具六点定位销布局图
但很多厂还是用老办法:加大夹紧力。结果呢?工件变形,精度更差。费力不讨好。
这里头有个坑:刚性不等于大力出奇迹。夹紧力要刚好克服切削力,又要防止变形,尤其在薄壁零件加工中,平衡点极难找。有时候,多点轻夹比一点重夹好得多。唉,说起来都是泪。
精密铣削治具六点定位销布局图
但很多厂还是用老办法:加大夹紧力。结果呢?工件变形,精度更差。费力不讨好。
这里头有个坑:刚性不等于大力出奇迹。夹紧力要刚好克服切削力,又要防止变形,尤其在薄壁零件加工中,平衡点极难找。有时候,多点轻夹比一点重夹好得多。唉,说起来都是泪。
精度?稳定性?先想清楚你的基准在哪
 精度?稳定性?先想清楚你的基准在哪
基准统一,老生常谈。可执行起来呢?设计基准、工艺基准、测量基准,乱成一锅粥。我经常看到设计图上一个基准孔,加工时却用了另一个面定位,然后检测又选了第三个基准……这样精度能好才怪!❌
特别是工序间的重复定位。治具设计必须死咬住那个核心基准,并且在每一次装夹中保证它不受力、不被遮蔽。有些人喜欢在治具上堆功能,装了一大堆浮动支撑和油缸,复杂得要命。但真正的秘诀是简单。越简单,越稳定。我有次给一家医疗器械公司改造治具,把原本十二个夹紧点减少到六个,同时优化了支撑位置,结果过程能力指数直接翻倍。他们技术副总开心得差点请我喝茅台。
问:我们搞自动化改造,发现机器人抓取工件时总会有微小偏移,治具该怎么配合?
答:这种问题我碰得多了。首先,要分析偏移的来源。是视觉引导误差?还是抓手刚性不够?但治具这边,可以做被动补偿。比如在定位销上使用菱形销和圆销配合,留出方向性的间隙。或者干脆用锥面定位,让工件有“自找中心”的能力。但是,千万别盲目加大销子直径去硬挤——那只会让磨损加快,而且损伤工件表面。我最近更推荐带滚珠的伸缩定位销,既能补偿偏移,又不会卡屑。油污环境里特别耐用。
问:我们是小批量多品种生产,柔性治具真有那么好用吗?
答:哈,这问题问到痛处了。柔性治具概念很酷,液压快换、零点定位系统,看起来能省掉很多换型时间。但实际落地,往往卡在重复精度和稳定性上。我见过一个厂,花了五十万上一套柔性焊接治具,结果每个工件都得重新微调,操作工骂娘。说到底,柔性的前提是标准化。如果你的产品系列没有在设计阶段就统一接口、统一基准点,那治具的柔性就是空谈。💡所以,先梳理产品族,再谈柔性。否则就是花冤枉钱。
精度?稳定性?先想清楚你的基准在哪
基准统一,老生常谈。可执行起来呢?设计基准、工艺基准、测量基准,乱成一锅粥。我经常看到设计图上一个基准孔,加工时却用了另一个面定位,然后检测又选了第三个基准……这样精度能好才怪!❌
特别是工序间的重复定位。治具设计必须死咬住那个核心基准,并且在每一次装夹中保证它不受力、不被遮蔽。有些人喜欢在治具上堆功能,装了一大堆浮动支撑和油缸,复杂得要命。但真正的秘诀是简单。越简单,越稳定。我有次给一家医疗器械公司改造治具,把原本十二个夹紧点减少到六个,同时优化了支撑位置,结果过程能力指数直接翻倍。他们技术副总开心得差点请我喝茅台。
问:我们搞自动化改造,发现机器人抓取工件时总会有微小偏移,治具该怎么配合?
答:这种问题我碰得多了。首先,要分析偏移的来源。是视觉引导误差?还是抓手刚性不够?但治具这边,可以做被动补偿。比如在定位销上使用菱形销和圆销配合,留出方向性的间隙。或者干脆用锥面定位,让工件有“自找中心”的能力。但是,千万别盲目加大销子直径去硬挤——那只会让磨损加快,而且损伤工件表面。我最近更推荐带滚珠的伸缩定位销,既能补偿偏移,又不会卡屑。油污环境里特别耐用。
问:我们是小批量多品种生产,柔性治具真有那么好用吗?
答:哈,这问题问到痛处了。柔性治具概念很酷,液压快换、零点定位系统,看起来能省掉很多换型时间。但实际落地,往往卡在重复精度和稳定性上。我见过一个厂,花了五十万上一套柔性焊接治具,结果每个工件都得重新微调,操作工骂娘。说到底,柔性的前提是标准化。如果你的产品系列没有在设计阶段就统一接口、统一基准点,那治具的柔性就是空谈。💡所以,先梳理产品族,再谈柔性。否则就是花冤枉钱。
材料与热处理:被低估的关键细节
治具的命,一半靠设计,一半靠材料。可悲的是,很多厂默认用45钢,调质一下了事。结果呢?用几个月,定位面就压出坑了。😡
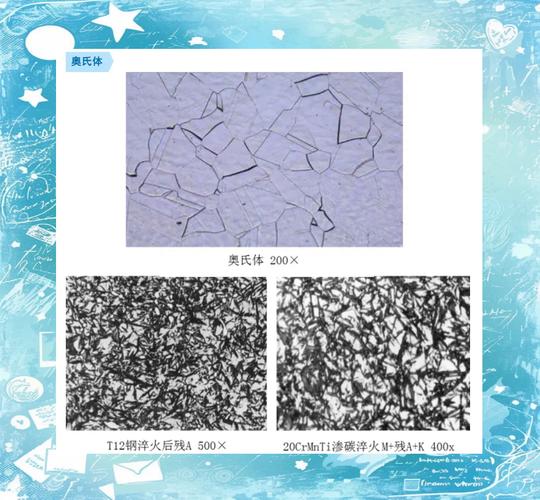 高硬度治具渗碳淬火后金相组织图
我习惯根据工况细分:耐磨的用Cr12MoV淬火,抗冲击的用40Cr,要求轻量化的上7075铝合金再硬质氧化。还有,千万别忽略表面处理。硬铬镀层在油环境里很好,但如果有酸碱,就要慎重。我去年在一个电池生产线,用了镀硬铬的治具,结果电解液气氛腐蚀得一塌糊涂,后来换了化学镍加特氟龙才搞定。细节!全是细节!
热处理变形也要提前预估。留够磨量,或者关键尺寸在热处理后用慢走丝割。这块吃过亏的人,都知道有多疼。
说实话,写到这里,我有点激动。因为治具这事儿,过于基础,以至于很多人觉得它能自然而然做好。实际上,它像房子的地基,埋在地下看不见,但歪了,楼就得塌。
自动化越发达,治具越重要。机器人不知道什么叫“差不多”,它只认0和1。你的治具错了0.01毫米,它就给你生产一堆废品,毫不留情。
所以,下次当你在产线奔走时,多看一眼那些沉默的治具吧。它们才是真正的工艺守护者。
高硬度治具渗碳淬火后金相组织图
我习惯根据工况细分:耐磨的用Cr12MoV淬火,抗冲击的用40Cr,要求轻量化的上7075铝合金再硬质氧化。还有,千万别忽略表面处理。硬铬镀层在油环境里很好,但如果有酸碱,就要慎重。我去年在一个电池生产线,用了镀硬铬的治具,结果电解液气氛腐蚀得一塌糊涂,后来换了化学镍加特氟龙才搞定。细节!全是细节!
热处理变形也要提前预估。留够磨量,或者关键尺寸在热处理后用慢走丝割。这块吃过亏的人,都知道有多疼。
说实话,写到这里,我有点激动。因为治具这事儿,过于基础,以至于很多人觉得它能自然而然做好。实际上,它像房子的地基,埋在地下看不见,但歪了,楼就得塌。
自动化越发达,治具越重要。机器人不知道什么叫“差不多”,它只认0和1。你的治具错了0.01毫米,它就给你生产一堆废品,毫不留情。
所以,下次当你在产线奔走时,多看一眼那些沉默的治具吧。它们才是真正的工艺守护者。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业治具:那些被忽视的产线神经末梢
文章链接:https://www.zystgy.cn/a/51667