搞固废处理的,谁没被设备坑过?我见过太多厂子,破碎机三天两头停机,锤头一个礼拜换一次——那不是生产,是烧钱。更别提什么分选纯度不够,后端资源化全白搭。说真的,固废处理这行,设备选型直接决定你是躺着赚钱还是跪着赔钱。
但大部分人的选型逻辑…说实话,错得离谱。一味图便宜,要么就是听销售忽悠“大品牌没错”,结果买回来发现根本不适合自己的物料。建筑垃圾和有机废料的破碎需求能一样吗?废塑料和金属屑的分选逻辑差着十万八千里呢。
破碎机选型:别只看价格
我们先说破碎——这是固废处理的第一道关卡,也是最容易掉坑的地方。很多采购一上来就问:“这台机器多少吨/小时?” 然后…就没了。❌ 大错特错。破碎机的处理量跟物料特性直接挂钩:硬度、韧性、湿度,甚至进料粒径分布,都会让实际产能打骨折。
举个例子,处理大件垃圾(像沙发、床垫)的破碎机,你得选双轴剪切式的,刀片材质必须用Cr12MoV或者更高等级的合金钢,不然撕扯几下就卷刃。而做建筑垃圾破碎,颚式破碎机搭配反击破是经典组合,但关键要看排料口调节机构的可靠性——便宜货用液压?拉倒吧,两个月准漏油。
还有个要命的事:破碎腔型。你以为这就是个铁壳子?不同的腔型(如C型、W型)对物料流动和破碎效率的影响,有时候比电机功率还大。我去年帮一个客户改造餐厨垃圾预处理线,换了台带防缠绕装置的锤式破碎机,解决了原来螺旋输送机一天堵八回的问题,产量直接翻倍。所以,选型必须拿物料去厂家做试机实验!没做过实验就下订单,那真是拿钱打水漂。
维护不当,再好设备也白搭

选对了设备,然后呢?丢那儿不管了?拜托,固废处理设备的工作环境极其恶劣,粉尘、腐蚀性液体、冲击负荷…我见过一套价值几百万的 RDF(垃圾衍生燃料)生产线,就因为操作工偷懒没及时清理筛网,导致整个系统闷车,电机烧毁。维修花了二十万不说,停产半个月,客户全跑了。
这里强调几点—破碎机的润滑系统必须用耐高温的极压锂基脂,每隔8小时就得检查一次,别等轴承冒烟了才想起来。还有,磁选机?那玩意儿每天都得清理铁质杂物,不然内部磁芯退磁了,分选效果直线下降。涡电流分选机的皮带也是消耗品,但更换频率跟物料含铁量密切相关,最好在操作面板上设置电流异常报警,提前预警。
分享一个自己的惨痛教训:早年我负责的废钢破碎线,为了省钱没装进料预筛分装置,结果料斗里混进一块挖掘机的履带板……你想象一下那动静,整个破碎腔报废。后来乖乖配上了上料链板机+人工挑选台+除铁器的三重保险。所以啊,别在防护装置上抠门,那点钱跟事故损失比起来算个屁。
分选技术:磁选还是涡电流?
破碎只是第一步,分选才是固废资源化的核心。可很多人对分选的理解还停留在“吸铁石吸铁”的阶段… 醒醒吧!现在的分选技术复杂着呢。
就说涡电流分选(ECS)吧。这东西能分离非铁金属(比如铝、铜)和绝缘物料,原理是靠高频交变磁场在金属里感应出涡流,产生斥力。但调试起来真要命——磁辊转速、输送带速度、物料粒度分布,稍微不匹配,分选纯度就从95%跌到70%以下。而且对小于5mm的细颗粒基本无能为力,这时候就得用X射线分选或者色选机来补位。
至于磁选,也不是永磁滚筒走天下。铁氧体磁块和钕铁硼磁块磁场强度差好几倍,处理废钢破碎料必须用钕铁硼强磁滚筒,磁感应强度至少4000高斯。还有些特殊场景,比如废旧线路板处理,得用高压静电分选,利用金属与非金属导电性差异来分离——不过那种设备粉尘污染太狠,得配套负压除尘。

问:我们厂的废塑料破碎料里混了大量不锈钢碎片,磁选吸不上来,涡电流也分不出,怎么办?
答:这种情况太常见了!不锈钢是弱磁性,常规磁选确实没辙。试试高梯度感应辊磁选机,它能产生10000高斯以上的强磁场,或者更经济的方案是用比重分选(比如摇床或水力旋流器),利用不锈钢和塑料的密度差(不锈钢~7.8,塑料<1.4)进行重力分离。不过如果你处理量不大,也可以考虑低温冷冻粉碎+静电分选,只是成本略高。
问:现在环保查得严,破碎机粉尘太大,有什么好办法?
答:除尘方案得根据工艺来定。干式破碎就上密闭罩+布袋除尘器,注意风量计算要留余量,过滤风速控制在1m/min以下,不然糊袋。湿式破碎能直接抑制粉尘,但会产生大量泥浆——要是没有污水处理系统,那就是把固废变成废水,环保照样罚你。我更推荐半干式喷雾抑尘,在破碎机进料口和出料皮带转接点加装高压雾化喷嘴,用很细的水雾把粉尘团聚沉降,又不会造成二次污染。
固废处理,最终拼的是系统思维
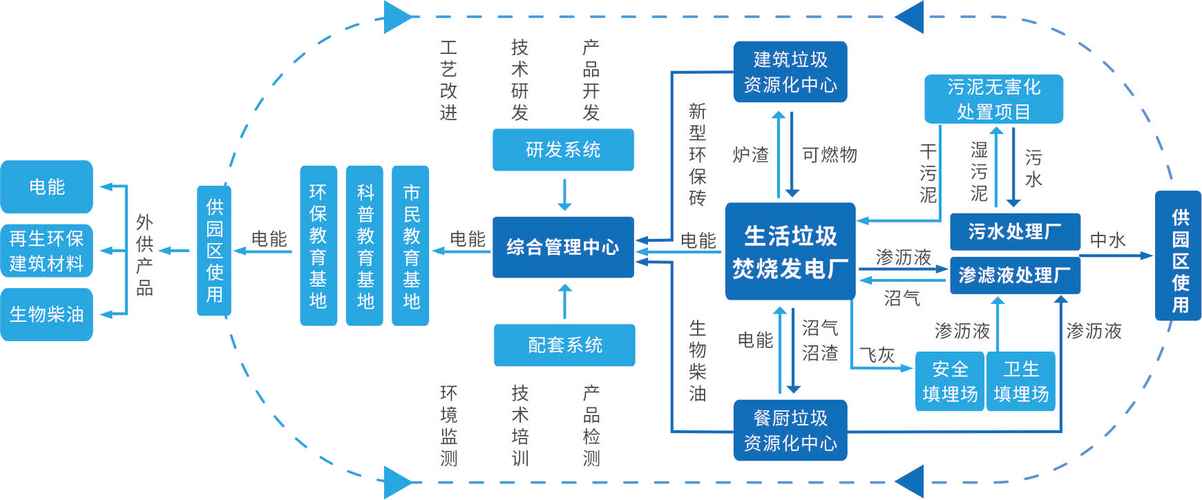
最后我想说——别老盯着单台设备参数看。固废处理是一条完整的工艺链,从接收、输送、分选、破碎到最终处置,瓶颈往往出在最不起眼的环节上。比如输送皮带跑偏、料仓架桥、除铁器悬挂高度不对…这些小事能让你整条线动不了。
还有,智能化才是未来。我最近给一个工业固废回收项目做了升级,加了在线物料监测系统:用近红外光谱实时分析物料组分,自动调整分选参数。虽然前期投入多了点,但运营成本降了30%,产品纯度稳得像老狗。这才是真正省心的固废处理。
就说这么多吧。搞这行十六年,踩过的坑比走过的路还多。你要是正在头疼设备选型,或者产线老出问题,记住一句话:没有最贵的设备,只有最不匹配的工艺。先搞清楚自己手里的固废到底是什么玩意儿,再谈处理方案。