干了二十年废气处理,最烦那些上来就整一套标准方案的。真的,一看就是外行。废气这玩意儿,成分复杂到吓人,一个工厂一个味儿,哪有什么万金油?
记得零几年那会儿,大家一窝蜂上活性炭,觉得便宜。结果呢?半年不到,碘值掉得亲妈都不认识,危废处置费用比当初买炭还高——这账算的,傻眼了。所以,有时候最简单的方案,往往是最贵的方案。
VOCs治理,别被“去除率”忽悠瘸了
你看那些技术标书,动不动就99%去除率。我跟你讲,那是在实验室里,单一成分、稳定工况测出来的。实际上了现场,废气浓度忽高忽低,又含硫又带卤素,再掺点高沸物……能稳定跑到95%的设备,我都得给他竖大拇指。
去年浙江有个涂装企业,被环保督查逼急了,花大价钱上了一套进口蓄热式焚烧炉RTO。调试那几天差点把厂房点了。为啥?因为他们废气里含有机硅,燃烧产生的二氧化硅像沙子一样堵塞蓄热陶瓷,不到一个月,床层压降飙升,系统直接瘫痪。所以说,选型前的成分分析,比设备本身更重要。可惜很多人就是不听,总觉得贵的就是好的。唉。

所以现在碰到新项目,我都会先让业主老老实实测个全组分。含氯含硫的,优先考虑冷凝回收或者催化氧化(小心催化剂中毒);大风量低浓度的,先浓缩再说;要是成分太刁钻,别愣上焚烧,试试生物法或者光解——虽然光解那玩意儿已经被喷成筛子了,但有些特定场景还真管用。
RTO与催化燃烧:一场关于成本的撕扯
这两个路线,争了十几年了。RTO热回收效率高,能到95%以上,但起燃温度也高,800度左右,天然气烧得心疼。催化燃烧起燃温度低,250到400度就能反应,省燃料,但催化剂贵,还娇气,怕硫怕重金属怕粉尘。一次中毒,几十万打水漂。
问:RTO和催化燃烧哪个运行成本更低?
答:这得看工况。如果废气浓度稳定在3克每立方以上,RTO可以自持燃烧,甚至不用补燃气,这时候RTO绝对划算。可要是浓度忽高忽低,还经常低于1.5克,那催化燃烧更省钱,因为起燃温度低,电加热也能维持。不过话说回来,还得看催化剂寿命,国产的一般三到五年,进口的能撑七八年,但单价高。算总账的时候,一定要把三年内的维护和换催化剂费用摊进去,别光看初期投资。
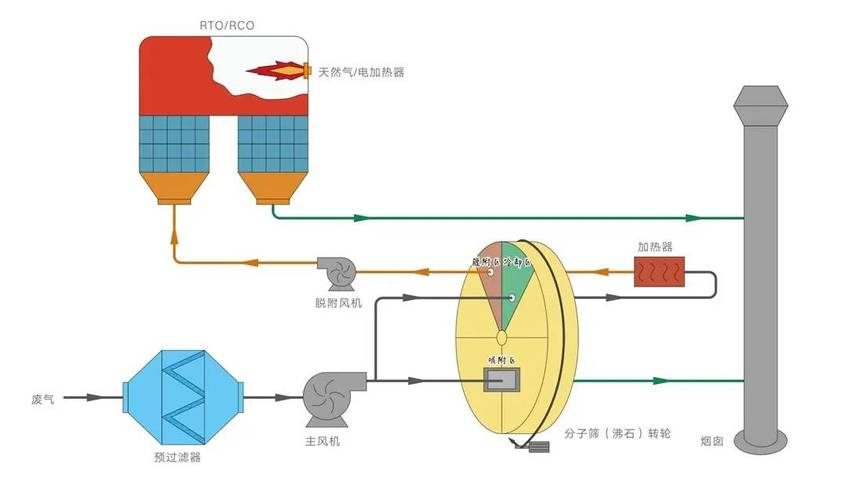
问:听说沸石转轮很娇气,是真的吗?
答:哈哈,说到痛处了。沸石转轮吸附浓缩,大风量低浓度废气的救星,但前提是——废气必须除湿、除尘、除高沸物!我见过最离谱的现场,高分子材料烘干废气,里面全是焦油状的有机物,直接把转轮糊住了,清洗一次二十万,还洗不干净。所以预处理一定要到位,干式过滤加除雾器是标配,如果废气含湿量高,还得加热除湿。记住,转轮是精密陶瓷材料,堵了或破坏了,神仙难救。
那些年,我们被在线监测“逼疯”的日子
现在搞废气处理,最怕的不是技术问题,是数据。非甲烷总烃在线监测,动不动就超标报警,环保局电话一来,全厂哆嗦。有一次,我们一套RTO,出口NMHC(非甲烷总烃)突然跳到200多毫克每立方,查了三天三夜,你猜什么问题?——分析仪采样探头上凝了一滴高沸物,在那持续挥发,传感器疯了一样。就这么个小问题,差点停产整顿。所以,在线监测系统的维护,真得当成爷伺候。每周至少两次去现场,标气校准、过滤器更换、管线检查,缺一不可。
还有一次,更绝。一家企业废气处理设施都运行正常,在线数据也稳,结果环保督查暗访,用便携式FID在车间门口一测,超标!原来是车间无组织排放没控好,门窗大开,废气直接外逸。从那以后,我坚决要求客户搞负压车间,集气罩风量宁可大点,别省那点电费。⚠️ 切记:收集效率有时候比处理效率还关键。
这些年,环保政策越来越严,标准从国标变地标,从总量控制到浓度控制,再加个非正常工况的考核。说实话,逼着我们进步。以前那种摆个活性炭箱应付检查的做法,行不通了。现在得拼系统设计、拼自动化、拼运维响应速度。
我特别推崇预处理集中管理,比如把几个车间的废气集中到一套高效除雾、除尘系统,再接入后端处理装置。这样做看似增加了投资,但后端核心设备的稳定性大大提升,其实是省了大钱。而且便于自动化控制,PLC联锁导引阀,一旦浓度异常,马上切换应急旁路,避免冲击主系统。这些细节,书本上不会教,全是现场磕出来的经验。
最后说个感悟吧。废气处理这行,没有一招鲜。你得懂化学、懂流体、懂机械、还得懂点电气自动化,甚至要有点心理素质来应对突发故障。最爽的时刻,不是验收通过,而是设备连续运行一年零故障,你去现场巡检,听到风机平稳的嗡鸣声,看到在线屏上绿色的数字——那种踏实感,嘿,值了。