2026-05-30 02:19:35 作者:网编
分类:文章
又是半夜三点电话?设备又挂了?
做设备管理十几年,这种破事儿我经历过太多。说实话,早些年我们就像救火队——哪里冒烟往哪冲,疲惫不堪。但后来发现,真正要命的不是设备坏掉,而是你根本不知道它什么时候坏。
为什么你的预防性维护总是白忙活?
预防性维护(PM)这套东西,本质上还是按时间表拆机器。不管设备状态如何,到点就换油、换轴承。结果呢?可能一台运行良好的机器被拆出隐患,而真正有问题的设备却因为周期没到,带病工作,最后突然趴窝。
我见过最荒谬的例子:一家注塑厂,执行PM严格到变态,每2000小时换一次液压油。但有台老机器油品劣化特别快,1500小时就黏度下降,他们愣是拖到2000小时,最后泵坏了,修了三天——损失十几万。❗所以你看,死板的计划维护,在复杂工况下就是个昂贵的形式主义。
 工厂预防性维护换油作业现场
不过话说回来,PM也不是一无是处。对简单旋转设备,比如风机、泵,它还行。可现在的制造车间,动不动就是数控加工中心、六轴机器人,内部传感器几十个,数据白白流走不用,还在那儿手工点检,这不是捧着金饭碗要饭吗?💡
真正的转折点,是当我们开始用数据说话。 比如振动频谱分析,轴承早期磨损的特征频率跑不掉;红外热成像,电气柜接点松动?温度曲线轻轻一跳就暴露。这些手段早就不是啥高新技术,但很多厂就是不用——要么觉得贵,要么觉得人才难找。
工厂预防性维护换油作业现场
不过话说回来,PM也不是一无是处。对简单旋转设备,比如风机、泵,它还行。可现在的制造车间,动不动就是数控加工中心、六轴机器人,内部传感器几十个,数据白白流走不用,还在那儿手工点检,这不是捧着金饭碗要饭吗?💡
真正的转折点,是当我们开始用数据说话。 比如振动频谱分析,轴承早期磨损的特征频率跑不掉;红外热成像,电气柜接点松动?温度曲线轻轻一跳就暴露。这些手段早就不是啥高新技术,但很多厂就是不用——要么觉得贵,要么觉得人才难找。
预测性维护:花小钱省大钱的反直觉游戏
预测性维护(PdM)这事儿,初看像个无底洞:传感器要钱,采集卡要钱,软件平台要钱,还要请数据分析师……但我说个真事。
去年帮一个汽配厂上系统,他们一条冲压线,关键设备就一台1600吨压力机。装了振动传感器和油品颗粒计数器,加上简单的机器学习模型,花了不到20万。结果第二个月,模型就报警,发现滑块铜套磨损加速,间隙超差。拆开一看,果然是润滑脂管路堵塞,导致局部干磨。及时处理,前后停产4小时。如果等它彻底咬死,主轴箱都可能报废,备件加外协大修,至少一个月,损失上百万。
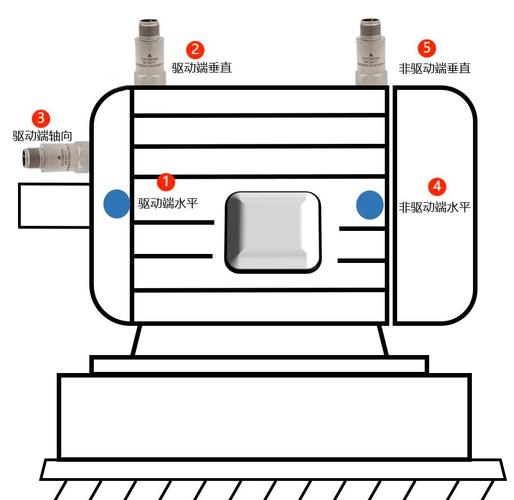 冲压设备振动传感器安装点示意图
问:预测性维护真的能省钱吗?投入这么多传感器和系统,中小工厂玩得起吗?
答:说实话,算笔账就清楚了。一次非计划停机,损失可能是几十万,但一套基础的监测系统,现在国产方案甚至能做到五万以内。关键是它改变了维护逻辑:从“时间驱动”变成“状态驱动”。你不再浪费钱在过度维护上,也不再被突发故障绑架。而且,很多工厂先从关键设备开始,再慢慢扩展,不是非得一步到位。
当然,这里面坑也不少。我见过有人买了一大堆传感器,数据全堆在那儿不动,这叫“数据坟墓”。真正有价值的是把数据转化成决策——什么时候该修?剩余寿命还有多少?这需要把设备机理和算法结合起来,纯IT背景搞不定。最好是你厂里的老师傅和数据分析师坐一块儿,把那些“机器今天声音不对”的直觉,翻译成特征参数。
冲压设备振动传感器安装点示意图
问:预测性维护真的能省钱吗?投入这么多传感器和系统,中小工厂玩得起吗?
答:说实话,算笔账就清楚了。一次非计划停机,损失可能是几十万,但一套基础的监测系统,现在国产方案甚至能做到五万以内。关键是它改变了维护逻辑:从“时间驱动”变成“状态驱动”。你不再浪费钱在过度维护上,也不再被突发故障绑架。而且,很多工厂先从关键设备开始,再慢慢扩展,不是非得一步到位。
当然,这里面坑也不少。我见过有人买了一大堆传感器,数据全堆在那儿不动,这叫“数据坟墓”。真正有价值的是把数据转化成决策——什么时候该修?剩余寿命还有多少?这需要把设备机理和算法结合起来,纯IT背景搞不定。最好是你厂里的老师傅和数据分析师坐一块儿,把那些“机器今天声音不对”的直觉,翻译成特征参数。
从预测到健康管理:设备管理的全生命周期视角
 从预测到健康管理:设备管理的全生命周期视角
更高一个层次,是设备健康管理(PHM),或者叫资产绩效管理。这就不只是单台设备了,而是整个工厂的设备集群。要考虑OEE、维修成本、备件库存、能耗……这些数据打通之后,你会发现很多矛盾点。
比如,为了提升OEE,拼命缩短停机时间,但可能造成维修质量下降,返修率上升。或者为了降低备件库存,结果关键设备坏了没件可用,停机损失远超库存成本。所以,设备管理从来不是一个技术问题,而是一个平衡艺术——在可靠性、成本、效率之间走钢丝。
问:我们厂设备老旧,上不了物联网,是不是就不能做预测性维护了?
答:也不是。先别慌。哪怕没有高级传感器,也可以用简易的振动分析仪、油液分析,定期巡检记录数据。关键是建立趋势。比如每月测一次振动总值,画出曲线,发现上升趋势就预警。很多老设备甚至可以通过PLC的少数模拟量(温度、电流)来做粗糙的健康评估。先用起来,再迭代,比原地等待要强。
这几年,我越来越觉得,设备管理的核心其实是知识传承。老师傅退休了,那些宝贵的直觉和经验怎么留下来?数字化是把隐性知识显性化的过程。当系统能自动识别早期故障模式,积累成案例库,新来的维护工也能快速上手。这才是可持续的竞争力。
最后说一句掏心窝的话:别把设备管理看成花钱的部门。它是利润中心——每一次避免的停机、每一分节省的维修费,都直接转化为利润。在这个人工越来越贵的时代,让机器“说话”,让数据“跑腿”,才是正道。✅
从预测到健康管理:设备管理的全生命周期视角
更高一个层次,是设备健康管理(PHM),或者叫资产绩效管理。这就不只是单台设备了,而是整个工厂的设备集群。要考虑OEE、维修成本、备件库存、能耗……这些数据打通之后,你会发现很多矛盾点。
比如,为了提升OEE,拼命缩短停机时间,但可能造成维修质量下降,返修率上升。或者为了降低备件库存,结果关键设备坏了没件可用,停机损失远超库存成本。所以,设备管理从来不是一个技术问题,而是一个平衡艺术——在可靠性、成本、效率之间走钢丝。
问:我们厂设备老旧,上不了物联网,是不是就不能做预测性维护了?
答:也不是。先别慌。哪怕没有高级传感器,也可以用简易的振动分析仪、油液分析,定期巡检记录数据。关键是建立趋势。比如每月测一次振动总值,画出曲线,发现上升趋势就预警。很多老设备甚至可以通过PLC的少数模拟量(温度、电流)来做粗糙的健康评估。先用起来,再迭代,比原地等待要强。
这几年,我越来越觉得,设备管理的核心其实是知识传承。老师傅退休了,那些宝贵的直觉和经验怎么留下来?数字化是把隐性知识显性化的过程。当系统能自动识别早期故障模式,积累成案例库,新来的维护工也能快速上手。这才是可持续的竞争力。
最后说一句掏心窝的话:别把设备管理看成花钱的部门。它是利润中心——每一次避免的停机、每一分节省的维修费,都直接转化为利润。在这个人工越来越贵的时代,让机器“说话”,让数据“跑腿”,才是正道。✅
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:设备管理的终极形态:从救火队长到先知先觉
文章链接:https://www.zystgy.cn/a/51406