上周,产线又停摆了。原因?一个标称IP67的接近开关,在切削液喷淋下内部绣成了废铁。说实话,我当时真想摔了选型手册。
搞了十几年设备维护,类似的事遇得太多。工业传感器,这东西看起来简单,真用起来门道极深。参数表上那些漂亮数字,往往藏着最恶毒的陷阱。不信?往下看,我跟你掰扯掰扯。
精度陷阱:0.01mm真比0.1mm好吗?
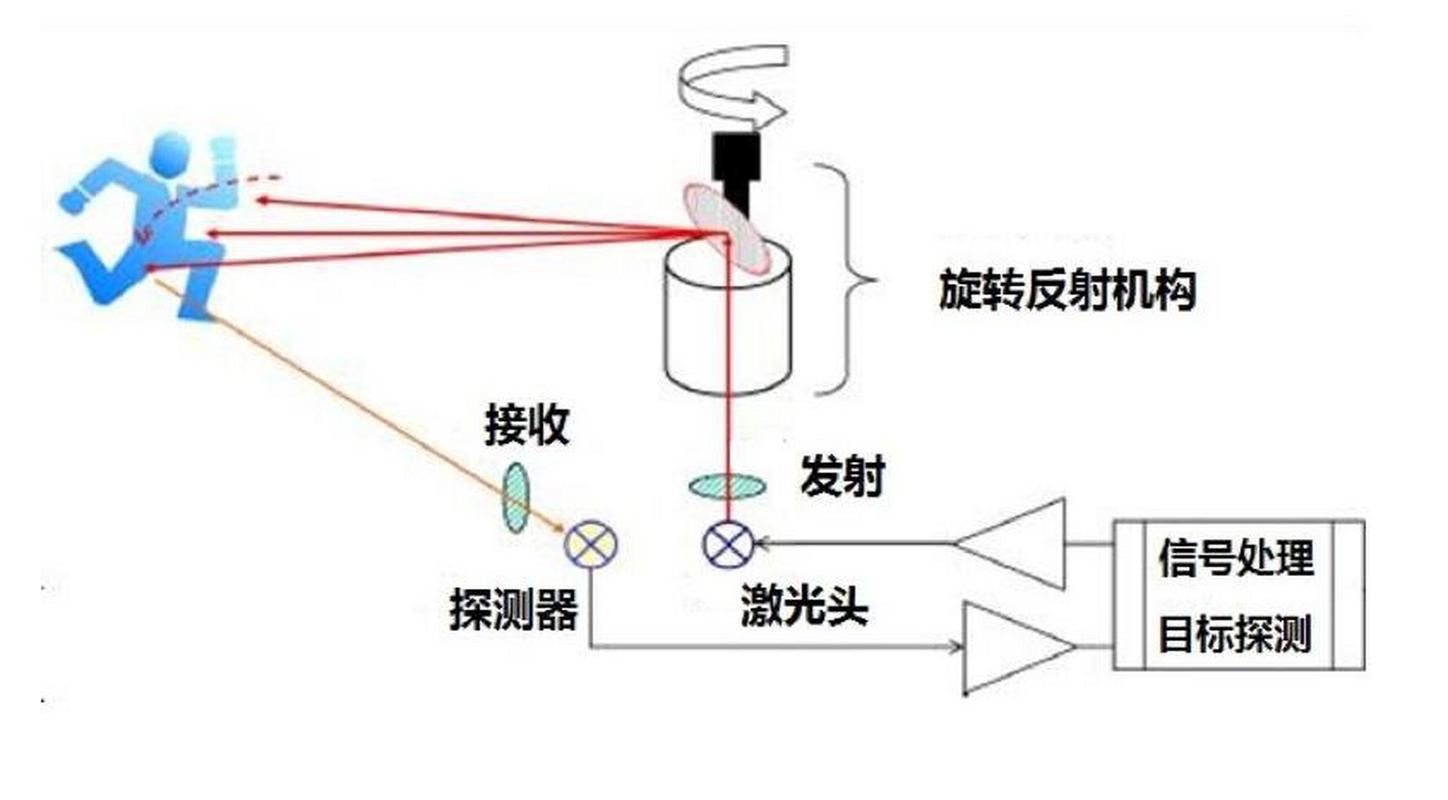
很多人一上来就盯着精度,非0.01mm不选,觉得越高越牛。大错特错!精度是一张昂贵的罚单,你频繁为它买单。去年我们给包装机配激光测距,销售忽悠用±0.01mm的,结果呢?环境温度稍有波动,数值就乱跳,误报警一天几十回!后来换成±0.1mm的,稳如老狗。💡 重复精度比绝对精度重要十倍。
还有,传感器标定的精度是实验室条件,你车间里有灰尘、振动、电磁干扰吗?✅ 实用诀窍:去现场实测,别信手册。弄个样机装上去,看它24小时表现。参数是死的,环境是活的。
环境适应性:你的传感器活得下去吗?
IP67防护等级?别傻天真了。我拆过无数“IP67”的尸体,密封圈老化、塑料壳开裂是常态。❗ 关键看材质和温度范围。食品线洗消,必须扛得住酸碱腐蚀;铸造车间,传感器外壳得耐受高温。有一次贪便宜买了个塑料壳光电,装得离加热炉近了些,没三天就变形,光轴歪了。那批废品直接损失六万多。
有些场合还得考虑机械冲击。我见过叉车撞歪传感器支架,导致整个输送线逻辑混乱。所以,安装位置和防护附件太重要了,别等吃亏再补救。说实话,宁可多花点钱上全金属封装,也别拿产线可靠性赌博。
接口与协议:别再被‘万能’迷惑

现在厂商爱吹IO-Link,说什么“即插即用,远程诊断”。挺香,对吧?但如果你PLC是十年前的西门子S7-300,没有以太网口,你楞要上IO-Link?要么换CPU,要么加网关,隐性成本能让你哭。我们改造旧线时,就因为这个多花了三万模块费。
还有些传感器带RS-485,Modbus RTU,可调试那叫一个折腾。波特率、校验位对不上,半宿半宿地排查。💡 选型前,先弄清现有控制架构的接口,能少走弯路。 不然后续添一个传感器,累死三军。
那到底怎么选通讯方式?有个简单原则:点位少、距离近,模拟量/离散量最省心;点位多、集中控制,考虑总线;需要灵活诊断,再评估IO-Link。但千万别本末倒置——功能够用就行,别追新。
问:我产线环境振动大,传感器老是误信号,怎么破?
答:振动问题,第一,用带迟滞功能的传感器,避免临界点频繁翻转。第二,输出加延时滤波,很多传感器本体就支持。第三,机械减振,加橡胶垫或换安装方式。极端情况,上全金属电感式,耐振抗撞。我们破碎机上用的那种,直接焊底座上,再没掉链子。
问:传感器种类太多,有没有通用的选型步骤?
答:我一般分四步走:先定检测任务(有无、距离、颜色、形状?),再看环境(温度、湿度、化学品、干扰),然后接口匹配(输出类型、通讯协议),最后才谈精度价格。很多人反过来,一开始就卡预算,结果买回来不能用。顺序对了,省钱又省命。
说了这么多,其实工业传感器选型就一句话:别迷信纸面参数,去现场试,去拆,去问同行。那些手册不会告诉你的坑,才是真正的成本。共勉吧。