那天在车间,一个干了十多年的老师傅指着刚割下来的模具镶件,手都在抖——不是激动,是气的。尺寸跑了0.05mm,割了五个全报废。他说:‘我快走丝速度都调到12000了,咋还这样?’ 我真想吼回去:你调那么快干嘛?又不是去赶集!线切割这玩意,有时候慢才是快,这话听着矛盾,但搞过精密加工的都明白。
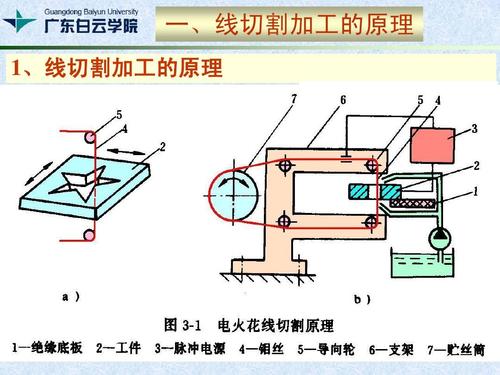
线切割,全称数控电火花线切割加工(WEDM),说白了就是用电极丝和工件间脉冲放电来腐蚀材料。看似简单,里面的门道能写本书。现在市面上快走丝、中走丝、慢走丝,名字一个比一个唬人。很多小厂老板张口就要快走丝,觉得效率高,成本低。可实际呢?割出来的东西钼丝痕深得像搓衣板,光洁度连Ra3.2都达不到,还得上磨床二次加工。时间省在哪儿了?磨床师傅工时多贵你知道吗!
快走丝真的那么不堪吗?
也不是。快走丝最大的优点是便宜,钼丝来回用,走丝速度高,排屑好。但它的先天缺陷也致命:张力不稳定,换向时会抖,切厚活表面直线度极差。我见过最夸张的,割个50mm厚的Cr12MoV,上下口尺寸能差0.1mm。所以快走丝非常适合粗割、下料,或者对精度要求不高的修模。你要是拿它做精密冲模刃口,等着赔钱吧。但话说回来,有些老师傅能把快走丝玩出花——通过调整脉冲宽度、丝速、冷却液浓度,把表面粗糙度稳稳控在Ra2.5以内。这靠的可不是设备多先进,全凭经验。现在年轻人还有几个愿意钻研这个?
中走丝到底是不是‘智商税’?
这个问题我被问了不下百次。中走丝,也就是多次切割往复走丝线切割,其实是在快走丝基础上加了变频调速和更精准的张力控制。它模仿慢走丝进行修刀——第一刀快速开粗,然后降低能量、减小偏移量再割第二刀、第三刀。效果立竿见影:尺寸精度能稳定在±0.005mm,光洁度可达Ra0.8以下。但!注意这个但!很多杂牌中走丝根本达不到,电机响应慢、丝筒精度差,修刀时直接短路,割出来还不如快走丝。我认识一个温州老板,花8万买了台‘中走丝’,结果割5毫米厚的不锈钢都锥度严重,最后退货了事。所以选设备,别光听销售吹参数,得去现场看割样件。
说实话,这几年中走丝技术成熟了不少,特别是带闭环控制的机型,能实时补偿电极丝损耗。有一次我试割一个直径30mm的齿轮,割一修三,双截面圆度2μm,惊艳到我。这种精度以前只能靠日本慢走丝,现在国产机也能做到,前提是环境温度控制好,恒温车间是基础。否则热胀冷缩就能毁了你半天的调机心血。
问:为什么我割的工件总是有锥度?哪怕是新钼丝也会。
答:这个问题太典型了!原因很多,最常见的是电极丝垂直度没校正好。每次换丝或发生撞机后,必须重新用校直仪打表,百分表要触到丝的两个方向,误差至少调至0.005mm以内。还有导电块磨损——很多人忽略!导电块磨出沟槽后,丝在上面滑动会偏移,尤其割厚件时极不稳定。另外,工作液太脏、冲水角度不对也会导致放电间隙不均。去查查上下导轮,轴承可能已经完蛋了,丝抖成波浪形,不锥就怪了。
问:中走丝和慢走丝到底差在哪?值不值得多花几倍的钱?
答:核心差异在走丝方式和控制系统。慢走丝使用一次性铜丝或镀锌丝,单向走丝,张力完美恒定,再加上浸油或去离子水加工,放电间隙稳定到令人发指。精度?亚微米级,表面能做镜面。而中走丝往复走丝,张力波动是胎里带的问题。不过,如果你的产品公差在1~2丝,完全没必要上慢走丝。只有做精密模具、细微零件如引线框架、航空叶片,慢走丝才不可替代。另外慢走丝的维护成本高得吓人,滤芯、树脂、导丝嘴都是消耗品。一台瑞士阿奇夏米尔的慢走丝年维护费能买台国产中走丝。所以,看菜吃饭吧。
线切割加工中最被低估的因素
不是设备,不是参数——是装夹和变形控制!很多新手只盯着机床屏幕调参数,却忽略了工件本身的应力释放。淬火钢、模具钢,内部残余应力大,割第一刀后立马变形,尺寸全跑了。我一般在粗割前多留量,或预先做去应力回火。还有装夹方式,悬伸太长会振刀,切割路径不合理也会导致局部过热。有一次我割一个200mm长的窄槽,没加辅助支撑,结果中间鼓包,割出来像香蕉。后来改用分段切割+对称走刀路径,问题迎刃而解。这些小技巧,书上不会写,全靠现场磕碰。
最后唠叨一句:冷却液的清洁度直接影响放电效率和断丝概率。很多工厂几年不换水,发臭了还在用。过滤系统形同虚设,电导率超标,丝耗快得离谱。定期更换滤芯、清理水箱,这点钱千万别省。还有温度,夏天车间太热,电器柜散热不良,就会出现莫名其妙的故障。去年有个朋友在深圳,车间没空调,中走丝板子烧了三次,维修费比电费还贵。
线切割这行,看起来入门低,想精通却极难。它不是按几个按钮就能出好货的,手、眼、脑都得跟上。下次你要是看到哪个师傅对着机床发呆,别打扰,他可能在听放电的声音,判断间隙状态。这种功夫,AI暂时还学不会。