弹簧这玩意儿,看着简单,一根钢丝绕几圈,对吧?可偏偏就是它,让多少设备趴窝,多少项目延期。我入行十几年,栽跟头最多的地方,就是工业弹簧。今天不扯虚的,直接上干货,讲讲那些血泪教训。
选材的坑:不是所有弹簧钢都叫弹簧钢
很多设计师一上来就选 65Mn,好像默认选项。但说实话,65Mn 淬透性差,截面一大,芯部硬度就上不去。我曾经做过一个阀门弹簧,用 65Mn,疲劳寿命不到 10 万次就断了。拆开一看,疲劳源在心部,典型的强度不够。后来换成 55CrSi,同样尺寸,寿命直接干到 50 万次。❗成本是高了点,但比起售后返修,划算太多。
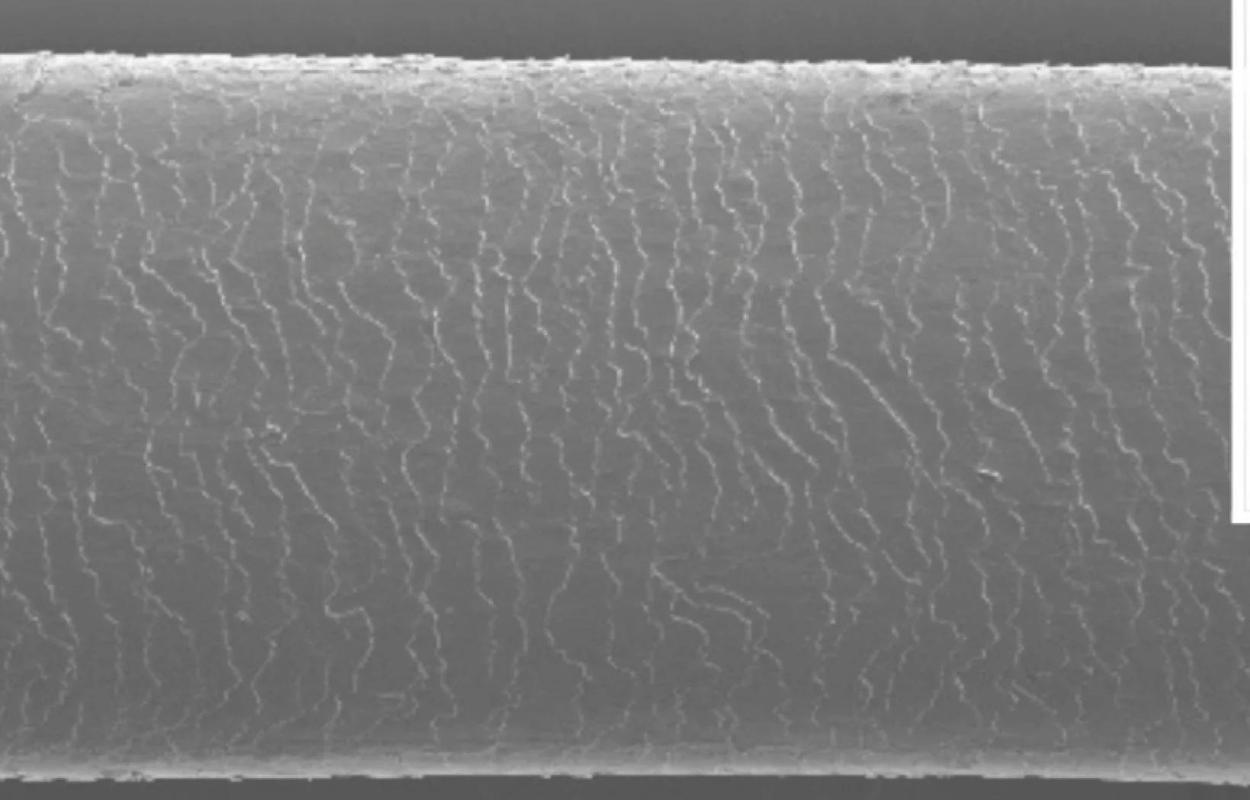
还得注意材料表面缺陷。有次供应商送来的钢丝,表面有轻微划痕,肉眼几乎看不见。结果绕成弹簧后,做疲劳试验,断裂位置全在划痕处。💡 弹簧对表面质量敏感得像婴儿皮肤,划痕就是应力集中源,必须涡流探伤全检。
另一个容易被忽略的——夹杂物。记得一个轨道交通用的碟簧,疲劳寿命波动极大。做了金相,发现材料里有长串 Al₂O₃ 夹杂。跟钢厂交涉,他们承认脱氧工艺没控制好。所以重要弹簧,采购时得要求真空脱气钢,甚至电渣重熔,把夹杂物等级降下去。
设计校核:别只盯着刚度,应力计算才是要命的
弹簧设计手册上的公式,谁都会套。但真正的坑藏在那些修正系数里。比如压缩弹簧的曲度系数 K,很多人用错了。我曾见过一个模具弹簧,设计应力明明在许用范围内,可就是早期断裂。核算发现,设计者直接用弹簧指数 C 算了曲度系数,却忘了考虑旋绕比带来的应力增大。实际上应力大了将近 40%!这不就超了嘛。
还有,别忘了冲击载荷。一个有预压的缓冲弹簧,静态核算完全 OK,但设备运行中频繁冲击,动载系数没考虑,结果疲劳寿命预测偏差十万八千里。其实用能量法校核更靠谱,别迷信那个静态许用应力表。
问: 弹簧设计时,怎样快速判断是否会失稳?
答: 看高径比 b=H0/D。一般两端固定,b>5.3 就要小心了。但实际使用中,导向杆或导向套的间隙也会影响,间隙大,失稳临界值更低。我习惯用有限元做个屈曲分析,稳妥。如果空间允许,加个内置导向杆吧,省心。
另一个常见错误:忽略了并圈和刚度非线性的影响。尤其是变径弹簧,有些人还按等节距算,能不错吗?现在很多都用非线性 FEA 了,千万别还在 Excel 里面死磕。
制造工艺:热处理和强压,看不见的魔鬼细节
成型后的去应力退火,温度和时间要是没控好,残余应力消除不彻底,弹簧过几天就自由高度下降。我碰到过一次,客户投诉弹簧装上去没力了。查下来,供应商图省事,退火炉里堆太多,温度不均匀,部分弹簧根本没达到去应力温度。
再说强压处理,不是把弹簧压并了就行。有次处理波形弹簧,强压后表面搞出微裂纹,反而寿命更低。后来分析,是过压量太大,超过了材料的塑性极限。强压的量,一般控制在弹簧工作变形量的 1.2~1.5 倍,而且时间不能太短,要让材料充分屈服。这些经验数据,手册上可不会写清楚。
问: 弹簧疲劳断裂的断口有什么典型特征?
答: 疲劳断口有裂纹源区、扩展区、瞬断区。弹簧的疲劳源多数在表面或次表面,呈现光滑的贝壳纹,扩展区也较平坦。瞬断区有韧窝或解理。如果看到多个疲劳源,可能是应力集中严重或多源疲劳。用体视显微镜看,20 倍就够了,很直观。
喷丸强化是提升疲劳寿命的大杀器。但丸粒材质和覆盖率要控制。铸钢丸容易破碎产生粉尘,我倾向于用切丝不锈钢丸。覆盖率必须 100% 以上,甚至 200%,但过大会引起表面过度冷作硬化,反而脆化。最好做阿尔门试片测弧高,量化喷丸强度。
失效分析:当弹簧断了,别急着换,先问为什么
我桌上一直摆着个断裂的扭转弹簧,那是几年前一个项目留下的。当时查问题,从断口追到材料,再到热处理工艺,最后发现是氢脆。电镀锌后没及时除氢,氢原子钻到晶格里面,在应力下开裂。现在想起还是懊恼,要是当初坚持让供应商做 200℃ 除氢 4 小时,就不会出那档子事。
还有一次,弹簧没断,但永久变形严重。做自由高度检测,全部缩短。做了载荷-变形曲线,发现刚度没变,只是产生了塑性变形。那是过载了?非也,是应力松弛。在高工作温度下,材料蠕变导致弹力衰减。所以高温弹簧,必须选高温合金,比如 Inconel X-750,并要做热定型处理。
❗最后提醒一点:氢脆断口是冰糖状沿晶形貌,很独特。如果你的弹簧断口是沿晶的,而且电镀过,99% 是氢脆。马上查除氢工艺!
这些坑,我踩过,你未必非要再踩一遍。工业弹簧看着不起眼,可在关键装备里,它一失效,整条线都得停。多花点心思在设计验证和供应商管控上,绝对值得。