干了十五年设备维护,最头疼的不是轴承烧了也不是电路跳闸,而是小小的螺栓松了。对,就是那种——你明明用扳手拧到吱吱响,过两个月它自己就溜了。你说是玄学?不,是工业紧固件的松脱问题,被太多人当成力气活。说实话,刚入行时我也这样,觉得拧紧就等于安全。直到有次一台重要设备的飞轮螺栓断裂,差点伤了人,我才开始重新审视这些不起眼的小家伙。
为什么用力拧紧还不够?
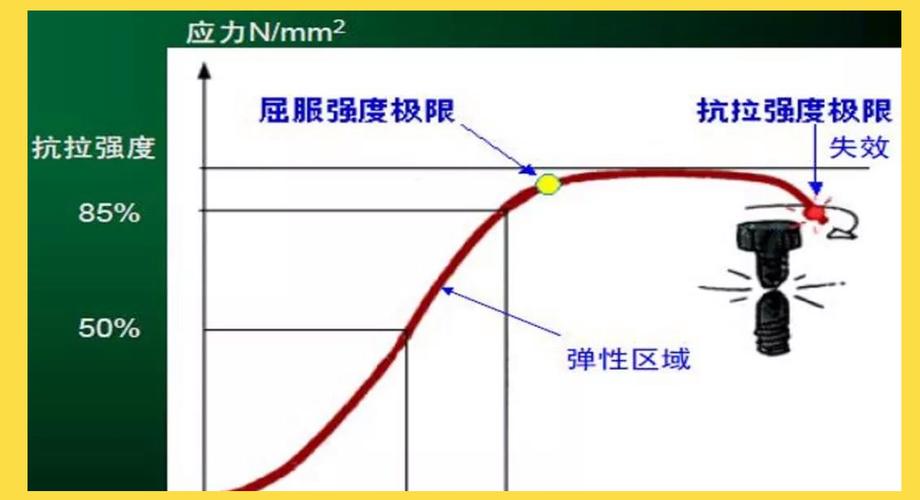
很多人觉得,螺栓嘛,拧得越紧越保险。但事实上,过度拧紧反而是紧固件失效的头号杀手。螺栓连接的本质是靠预紧力产生的摩擦力来抵抗横向载荷,但预紧力超过材料屈服极限,螺栓就会发生塑性变形,反而丧失夹紧力。就像拉橡皮筋,拉过头了就松垮垮。更糟的是,当设备运行时,振动、冲击、温度变化会让这个“拉紧”的状态一点点衰退——专业上叫“松弛”。你想想,一台冲压机每分钟几百次冲击,那点摩擦力能撑多久?
还有被忽视的一点:支撑面压陷。新垫片、粗糙表面,在你拧紧时会局部压溃,看似扭力扳手显示达标了,但其实有一部分力只是消耗在压平不平整上。过段时间这些高点被磨平,预紧力就掉了。所以新手常犯的错——装上去不复查扭矩,等出事就晚了。❗
几种主流防松方法,哪个是真靠谱?
市面上防松手段五花八门,弹簧垫圈、尼龙锁紧螺母、金属锁紧垫圈、螺纹胶、双螺母……但哪个真的有效?说句得罪人的话,大部分只是心理安慰。✅ 我做过对比,在横向振动试验台上,弹簧垫圈的效果几乎为零。它那点斜切口,在剧烈振动下根本咬不住,预紧力衰减曲线和裸螺栓没什么区别。所以现在航空、铁路这些关键领域,早就抛弃了普通弹簧垫圈。那你可能会问,为啥市面上还那么多?便宜呗,而且图纸上画着好看,谁也不想担责任取消它。💡
问:弹簧垫圈到底有没有用? 答:说实话,早期我也迷信弹簧垫圈,觉得它能自动补偿松弛。但后来看了振动试验数据,在横向振动下,弹簧垫圈的防松效果近乎为零!它只是提供了一点预紧力保持,真正剧烈振动时,斜面根本咬不住。现在很多标准已经不建议依赖它了。那什么有用?如果在拆卸要求不高的场合,螺纹胶(厌氧胶)是个好东西,能同时防松、防漏、防腐蚀。但用起来讲究多了。小螺栓涂太多胶,拆的时候断头螺丝让你哭。而且螺纹胶怕热,超过150度环境效果打折。还得看厌氧胶固化条件,不能有油污。所以从可靠性角度看,机械防松更直接,比如使用楔形锁紧垫圈、偏心双螺母,或干脆用防松螺母(尼龙嵌件)。前者靠物理结构阻止旋转,后者靠摩擦力矩增加。各有各的坑:尼龙锁紧螺母不能用于高温,重复使用几次后锁紧力会下降;楔形垫圈安装时要注意方向,装反了等于白给。

从失效案例看紧固件选型
有一年我们刚维修完一台大型压缩机,试机时震动异常,停车检查发现基础螺栓断了三根。那可是M42的高强度螺栓啊!起初怀疑材质问题,做光谱、硬度检测都合格。最后发现了元凶——安装时没注意润滑条件,扭矩系数离散太大。同一批螺栓,有的拧得过紧,有的没到位,受力严重不均。加上设备基础有点不平,额外弯曲应力,疲劳寿命直接打对折。❗这事儿给了我深刻教训:紧固件不是标准件那么简单,它们是一个系统——包括螺栓、螺母、垫圈、被连接件、装配工艺,甚至润滑状态。忽略任何一个细节,整个系统都可能崩溃。
所以后来我给自己定了条规矩:重要连接必须做扭矩-拉伸测试,确定合理的拧紧策略。比如采用转角法,先贴紧再转角度,避开摩擦系数影响。当然,这需要经验和计算,但总比拍脑袋强。另外,高温环境一定要考虑材料的热膨胀系数差异。曾经有台炉子,不锈钢螺栓和碳钢法兰,升温后螺栓先伸长,把法兰拉变形了——这种暗亏,教科书上都少有。💡
再啰嗦一句,很多人觉得不锈钢螺栓就是高级货,其实不然。不锈钢强度通常只有8.8级碳钢的七八成,而且更容易咬死。如果用在重载结构,当心出问题。选材质,得看具体的工况:载荷、振动、温度、介质腐蚀、是否需经常拆装……没有最好的,只有最合适的。工业紧固件这玩意儿,水太深,干得越久越觉得自己懂的少。
最后说句掏心窝的:别把螺栓当“一次性”的,很多可以重复使用,但每次都得检查螺纹、清洁、正确润滑。下次拧螺丝前,想清楚——你是在用蛮力,还是在用脑子?工业紧固件虽小,翻车都是大事。