热喷涂不是“刷漆”,是“冷焊”
很多人一听到“喷涂”,脑子里浮现的就是喷漆、喷塑。错。大错特错。热喷涂的粒子可是以亚音速甚至超音速撞上基体的——撞扁、骤冷、嵌合,那叫一个瓷实。
结合强度能到70MPa以上,有些工艺甚至超过100MPa。啥概念?指甲盖大小的地方,挂一头大象没问题。当然,这是理想情况。前提是表面处理得当,不然跟糊纸一样,一抠就掉。我见过最离谱的案例,车间没做好除油,结果整片涂层像墙皮似的剥落……老板脸都绿了。
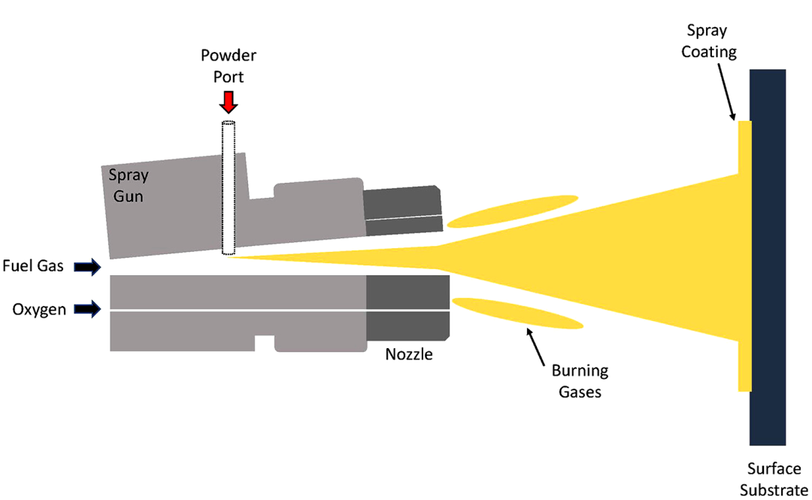
热喷涂本质上是一种表面工程技术,它把丝材或粉末融化,高速喷射到工件表面,形成一层功能涂层。这层“皮”可以耐磨、耐蚀、耐高温、绝缘甚至生物相容。不过这玩意儿不是万能的,孔隙率是它的阿喀琉斯之踵。等离子喷涂的涂层孔隙率一般在1%~5%,得靠封孔剂来填。所以别听销售吹得天花乱坠,说什么完全致密——那是在真空室里头,现实哪有那么理想。
选等离子还是超音速?别被销售忽悠了
市面上的工艺五花八门,最常见的有等离子喷涂、超音速火焰喷涂(HVOF)、电弧喷涂。说实话,每个工艺都吹自己全能,但用错了地方就是灾难。比如找个便宜的电弧喷涂去打陶瓷?做梦呢,根本打不上。陶瓷涂层只能用等离子或者HVOF,而且等离子喷氧化铬耐磨衬套是真香,结合牢、硬度高,就是设备贵得肉疼。
HVOF呢?喷涂碳化钨涂层无敌。孔隙率低于1%,结合强度轻轻松松80MPa,用在阀门、水轮机叶片上,寿命翻倍不止。不过它的火焰温度不算顶高,有些高熔点材料搞不定——这时候就得换等离子,焰流温度能到20000℃,氧化锆热障涂层非它不可。但等等,等离子涂层残余应力大,厚了容易裂,你得懂怎么玩。

还有电弧喷涂,喷锌、铝防腐那是真省钱。大桥、铁塔、船壳,呼呼两下搞定,缺点就是涂层粗糙,孔隙率5%以上,必须封孔。我见过有人拿电弧喷不锈钢轴颈,结果磨削后全是针眼,漏油漏得怀疑人生——这坑得绕着走。
那些年,我踩过的热喷涂坑

入行十几年,血泪教训一箩筐。最刻骨铭心的一次:给一个液压柱塞喷陶瓷,前期喷砂糙化没到位,渗铝层被油污染了,涂层三个月就成片脱落,百万的活打了水漂。从那以后我强制规定:前处理必须擦干净,白手套检查合格才喷。不然免谈。
还有一次贪便宜,用普通不锈钢丝喷食品罐内壁,结果介质含氯,涂层点蚀穿孔。后来才知道得用316L或者哈氏合金——腐蚀环境,材料选择错一步就是死刑。对了,封孔处理千万别省。你以为涂层致密?实际上通孔多得很,腐蚀介质沿着孔隙钻进去,基体锈了涂层自然完蛋。有机硅、环氧树脂、厌氧胶,选对很关键。
热喷涂到底能不能用?看这几个细节
有朋友问我,热喷涂是不是都能替代电镀硬铬?这话不全对。电镀铬光滑,精度好,但它有氢脆风险,硬度也不及碳化物涂层。可你要是密封面要求Ra0.1,热喷涂还得靠磨削,成本就上去了。所以得算综合账。
问:热喷涂涂层能用在食品机械上吗?
答:能,但要谨慎。常规热喷涂孔隙容易滋生细菌,必须用无毒的封孔剂,还得打磨光滑。最好的办法是选择超音速喷涂的钴铬钨涂层,或者用激光重熔把孔封死。不过成本就飞起了。食品级应用,我建议先做浸泡试验,不然审核过不了。
问:热喷涂修复轴类零件,尺寸精度怎么保证?
答:这是修复领域的老大难。热喷涂层一般0.2~0.5mm厚,但喷涂后会有变形和收缩,必须留余量磨削。关键点是:喷涂前把轴车小0.3mm,喷完用金刚石砂轮慢慢磨,预留0.05mm勒光。还有,涂层边缘一定要倒角,防止剥落。我见过最神的师傅,一米长的辊子喷完跳动不到0.02,全靠经验和耐心。
热喷涂这行,说到底是手艺活。设备、材料、参数、前后处理,缺一不可。现在有些厂子上自动化机器人,重复性好,但碰上复杂曲面还得靠老师傅。不过话说回来,如果只是做个耐磨导板,随便找个靠谱的电弧喷涂就能搞定,别想太复杂。一切看工况,别迷信高大上。
不完美的才是真实的
写了这么多,其实热喷涂从不是什么完美技术。它有孔隙、会剥落、加工麻烦,成本也不低。但在极端工况下,它可能就是唯一解。就像给零件穿了一身铠甲,扛得住冲蚀、高温和化学攻击。只不过,铠甲好不好,三分靠喷涂,七分靠准备。对吧。