2026-07-17 17:38:48 作者:网编
分类:文章
说实话,车刀这玩意儿,看着简单——一根钢条,几个角度,对吧?真用起来全是坑。我当年刚入行,45钢调质件,白钢刀进去就废。刀尖直接烧红。后来才明白,材料选不对,功夫全白费。
车刀材料:别再死磕白钢刀了
现在的工件材料越来越变态。高强度钢、不锈钢、钛合金,甚至镍基合金。你要是还用那老一套的高速钢(俗称白钢),效率低得可怜,一不小心刀就崩了。切削速度稍微高点,刃口软化,像嚼过头的口香糖。所以,硬质合金是基本盘,P类(蓝色)干钢件,M类(黄色)干不锈钢,K类(红色)干铸铁。这几个颜色别搞混,不然等着哭吧。
 硬质合金车刀颜色分类实拍图
不过话说回来,硬质合金也不是万能的。你试过断续切削没?哐哐哐,刀片没几下就碎。这时候你得考虑抗冲击性更好的牌号,比如含钴量高点的。或者干脆上金属陶瓷?它硬,但更脆。有一回我用金属陶瓷精车45钢,Ra0.8轻轻松松,可进给量稍微大点,崩了。心疼啊,一片刀片几十块呢。
还有立方氮化硼(CBN)和陶瓷刀具。这俩是硬骨头克星。车淬硬钢,HRC60以上,硬质合金啃不动,CBN上去一片光。但贵,而且不能有水一样的冲击。陶瓷刀就更娇气了,精车铸铁还行,一旦有砂眼,咔嚓。所以啊,选材就是平衡:成本、效率、工况。
硬质合金车刀颜色分类实拍图
不过话说回来,硬质合金也不是万能的。你试过断续切削没?哐哐哐,刀片没几下就碎。这时候你得考虑抗冲击性更好的牌号,比如含钴量高点的。或者干脆上金属陶瓷?它硬,但更脆。有一回我用金属陶瓷精车45钢,Ra0.8轻轻松松,可进给量稍微大点,崩了。心疼啊,一片刀片几十块呢。
还有立方氮化硼(CBN)和陶瓷刀具。这俩是硬骨头克星。车淬硬钢,HRC60以上,硬质合金啃不动,CBN上去一片光。但贵,而且不能有水一样的冲击。陶瓷刀就更娇气了,精车铸铁还行,一旦有砂眼,咔嚓。所以啊,选材就是平衡:成本、效率、工况。
几何角度:差一度,刀就死给你看
角度这个东西,教科书上一堆图,看得头疼。但说实话,你得明白它们到底影响啥。前角大,切削轻快,排屑顺畅,但刀刃强度差。加工软钢、铝,前角可以大,15°甚至20°;加工硬料,前角小,甚至负前角,让刀刃更强壮。我见过有人用负前角刀片车不锈钢,那切削力大得机床都抖,但刀片不崩,就是费功率。
后角呢,主要减摩擦。后角太小,刀后面跟工件干磨,烧刀;后角太大,楔角变小,强度差。一般6°~8°比较稳妥。但如果你切软料,后角可以大点,12°也没事。
主偏角是个双刃剑。90°主偏角,径向力小,适合细长轴,不容易顶弯工件,但刀尖强度差,散热不良。45°主偏角,径向力大,但刀尖强,适合粗车。我吃过亏:一次车细长杆,用了45°主偏角,工件一顶就弯了,直接报废。后来改用90°,问题解决。所以,别死记硬背,看工况调。
问:为什么我的车刀老是崩刀?检查了角度和材料都没问题。
答:崩刀不光是角度和材料的事。你查查刀尖圆弧半径。半径越小,刀尖越尖,容易崩,特别是断续切削。加大圆弧半径能分散应力。还有切削用量:进给量突然加大,也可能崩。另外,刀具安装高度:刀尖高于工件中心线太多,后角实际变小,挤碎了;低于中心线,前角实际变小,切削力猛增。装刀的时候,用尾座顶尖对中,别马虎。
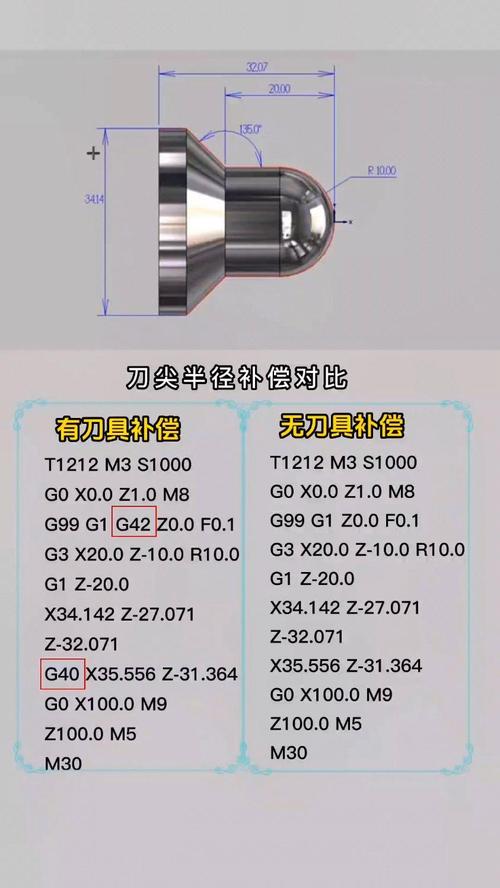 车刀刀尖圆弧半径对比放大图
再者,切削液没跟上?干切时热量积聚,热裂纹。用高压内冷,直接浇在刀尖上,寿命翻倍。有个窍门:听声音。正常的切削是连续的“嘶嘶”声,一旦出现“咔咔”异响,赶紧停机检查,八成要崩。
车刀刀尖圆弧半径对比放大图
再者,切削液没跟上?干切时热量积聚,热裂纹。用高压内冷,直接浇在刀尖上,寿命翻倍。有个窍门:听声音。正常的切削是连续的“嘶嘶”声,一旦出现“咔咔”异响,赶紧停机检查,八成要崩。
刃磨:这门手艺快失传了,但还是得会
 刃磨:这门手艺快失传了,但还是得会
现在都换数控可转位刀片,刃磨似乎没必要。但遇到异形件、单件修配,还是得自己磨。我学徒那会儿,师傅让磨一把90°偏刀,我磨了半天,角度全不对,被骂惨。磨刀先选好砂轮:白刚玉磨高速钢,碳化硅磨硬质合金。别混,否则砂轮堵塞,效率贼低。
磨的时候,记住:轻压力、勤冷却。特别是硬质合金,不能急冷,否则热裂。磨出刀刃后,一定用油石背光,去除微小毛刺,提高耐用度。我试过不背光,和新刀比,寿命差30%。
还有,手工磨刀,角度靠手感,没把握就用角度样板卡一卡。磨断屑槽是个技术活,槽太宽,切屑乱飞;槽太窄,堵屑。一般断屑槽宽度是进给量的10倍左右。我至今记得自己第一次磨出个漂亮的卷屑槽,那铁屑打着卷儿出来,成就感爆棚。
问:可转位刀片和焊接车刀,到底怎么选?我小作坊,成本敏感。
答:如果批量大,直接上可转位,省去磨刀时间,一致性还好。买国产株洲、自贡的刀片,性价比高。小作坊单件多,用焊接车刀划算,刀体自己焊,刀片坏了换个头,就是磨刀费事。但焊接有讲究:铜焊片时,加热要均匀,尤其是YT类硬质合金,预热后焊,然后埋石灰里缓冷,防止开裂。我见过有人焊完直接扔水里,全裂了,白干。
还有,涂层是刀片的隐形铠甲。TiN(金黄)通用性好;TiCN(灰黑)硬度更高,适合钢件高速切削;TiAlN(紫黑)耐热牛,干切削首选;Al2O3(黑色)耐高温,陶瓷一样,干铸铁。涂层掉了一点,寿命陡降。所以一旦看到后刀面磨损带发亮,就是涂层没了,赶紧转位或换刀。
最后啰嗦一句,车刀这事儿,理论打底,实操为王。你拿着一本书研究三天,不如上机干三件活。坏几把刀,什么都会了。别怕犯错,但犯了得总结。好了,今天就扯这么多,我得去磨刀了。
刃磨:这门手艺快失传了,但还是得会
现在都换数控可转位刀片,刃磨似乎没必要。但遇到异形件、单件修配,还是得自己磨。我学徒那会儿,师傅让磨一把90°偏刀,我磨了半天,角度全不对,被骂惨。磨刀先选好砂轮:白刚玉磨高速钢,碳化硅磨硬质合金。别混,否则砂轮堵塞,效率贼低。
磨的时候,记住:轻压力、勤冷却。特别是硬质合金,不能急冷,否则热裂。磨出刀刃后,一定用油石背光,去除微小毛刺,提高耐用度。我试过不背光,和新刀比,寿命差30%。
还有,手工磨刀,角度靠手感,没把握就用角度样板卡一卡。磨断屑槽是个技术活,槽太宽,切屑乱飞;槽太窄,堵屑。一般断屑槽宽度是进给量的10倍左右。我至今记得自己第一次磨出个漂亮的卷屑槽,那铁屑打着卷儿出来,成就感爆棚。
问:可转位刀片和焊接车刀,到底怎么选?我小作坊,成本敏感。
答:如果批量大,直接上可转位,省去磨刀时间,一致性还好。买国产株洲、自贡的刀片,性价比高。小作坊单件多,用焊接车刀划算,刀体自己焊,刀片坏了换个头,就是磨刀费事。但焊接有讲究:铜焊片时,加热要均匀,尤其是YT类硬质合金,预热后焊,然后埋石灰里缓冷,防止开裂。我见过有人焊完直接扔水里,全裂了,白干。
还有,涂层是刀片的隐形铠甲。TiN(金黄)通用性好;TiCN(灰黑)硬度更高,适合钢件高速切削;TiAlN(紫黑)耐热牛,干切削首选;Al2O3(黑色)耐高温,陶瓷一样,干铸铁。涂层掉了一点,寿命陡降。所以一旦看到后刀面磨损带发亮,就是涂层没了,赶紧转位或换刀。
最后啰嗦一句,车刀这事儿,理论打底,实操为王。你拿着一本书研究三天,不如上机干三件活。坏几把刀,什么都会了。别怕犯错,但犯了得总结。好了,今天就扯这么多,我得去磨刀了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:车刀实战干货:从材质到刃磨,这些坑我帮你踩过了
文章链接:https://www.zystgy.cn/a/55076