只有老手才懂的铰刀选型门道
选铰刀,不是拿着样本册找直径就完事儿。材料、涂层、刃数、容屑槽…处处是坑。比如加工不锈钢,你拿个普通高速钢的,那叫一个惨,粘刀、振纹、尺寸跑偏。必须上硬质合金,带涂层的。涂层?TiN、TiCN,甚至现在有AlCrN的,针对不同工况。有一次,我试了一批淬硬钢,HRC50+,用常规的硬质合金铰刀,寿命只有20个孔,后来换了个带TiAlN涂层的微颗粒硬质合金,直接干到200个,惊喜到我给供应商打电话夸了半天。😆 但别以为涂层万能。修磨过的铰刀,涂层掉了,就啥也不是。很多小作坊拿报废的涂层铰刀重新刃磨,再拿来卖,那简直坑死个人。💢 买铰刀一定要找靠谱渠道。 问:铰刀有直刃和螺旋刃,怎么选? 答:直刃适合通孔或者要求不高的一般孔,螺旋刃主要是为了更好的排屑和减少切削振动。左旋铰刀适合盲孔?不对,左旋切屑往下推,适合通孔,右旋适合盲孔,把切屑排出去。但也要看机床,卧式加工中心,右旋向下的切屑好排出?这个得根据实际情况。其实多数通用情况下,右旋铰刀用得最广。如果深孔或者断续孔,螺旋角大点儿,切削更稳。有一回我加工一个铸铝件,孔里带两个横孔,用直刃铰刀,一过横孔就崩刃,后来换了个30度螺旋角的,完美解决。
铰刀使用中的血泪教训

特殊铰刀的奇妙世界
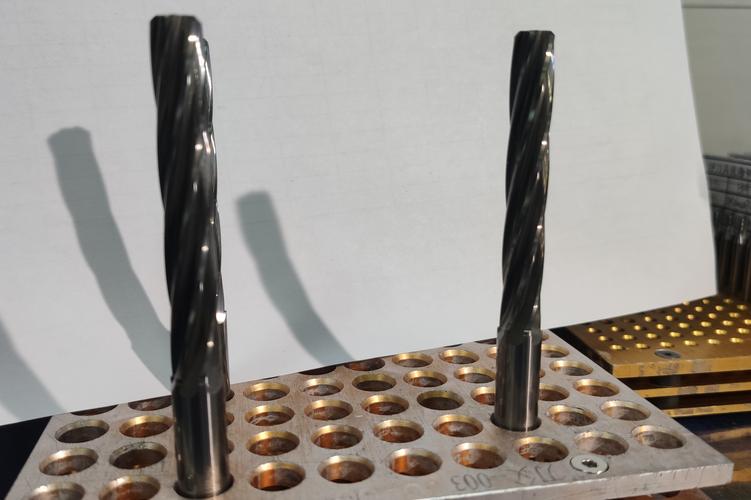
除了标准的圆柱铰刀,还有锥度铰刀、可调铰刀、镶片铰刀等等。锥度铰刀,比如1:50的锥度孔,配锥度销用的。那个加工起来要控制好锥度接触面积,红丹粉检测。可调铰刀曾经挺流行,但精度保持性一般,现在高精度的工件很少用了。镶片铰刀,直径大的,成本低。还有,现在的高精度液压铰刀、导条铰刀,能实现IT5-6级精度,那简直是精密制造的宝贝。 焊接式铰刀,刀片焊接在手柄上,成本低,修磨后可以继续用,但容易有热应力。整体硬质合金铰刀,贵,但刚性好。选哪个?看你批量和对成本的敏感度。