入行十五年,见过太多被漂亮镀件坑哭的采购——表面亮得能当镜子,装上去不到仨月就起泡生锈,你能信?说实话,电镀这行水太深,外观这玩意儿,就是个美丽的陷阱。
光鲜皮囊下的噩梦:附着力与孔隙率
去年有个做汽车零件的客户,拿来一批镀锌件,外观锃亮,结果盐雾测试连24小时都没扛过去。剖开一看,镀层跟基材之间全是微观空洞——前处理除油不彻底。碱洗槽温度低了5度,那批活儿就废了。老师傅甩锅给夜班工人,可我知道,根本问题是槽液管控太粗糙。
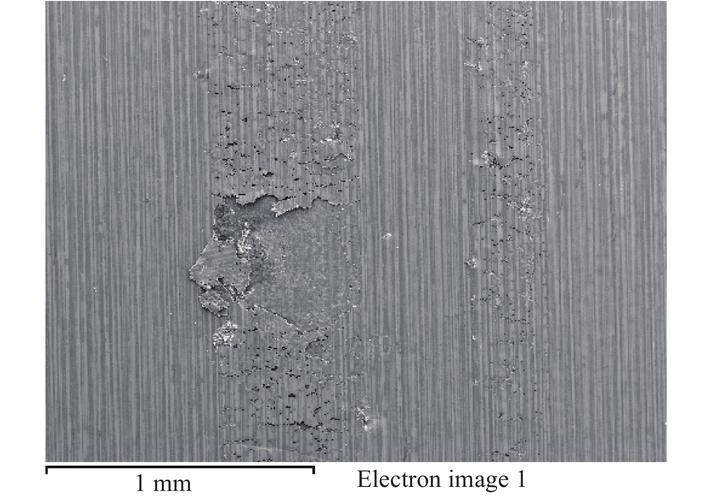
附着力测试才是真章。拿弯折法、锉刀法、加热骤冷法去折磨镀件,能挺过去的才算合格。我见过镀层一片片崩下来的惨状,像碎玻璃渣,那种心情……哎,不提了。但你们知道吗?很多小厂连百格测试都懒得做。
问:为什么有些镀件看着光鲜亮丽,用没多久就起泡?
答:十有八九是前处理的锅。油没除干净,或者酸洗后表面残留氧化物,电镀时氢气泡吸附在基材表面,形成微观空腔。等温度一变化,空腔膨胀,镀层就鼓包了。再有就是镀液里有机杂质太多,添加剂分解产物捣乱,镀层应力增大,自己就崩了。起泡这事儿,跟颜值没半毛钱关系,纯粹是工艺纪律问题。
槽液管理:老法师的秘方,差一丁点就翻车
电镀车间里,最值钱的不是设备,是那几缸子药水。氰化物镀铜的槽液,你用光谱仪扫一眼就知道了,铜离子、游离氰化钠、光亮剂的比例……呵,错一个千分点,出来的活儿就不是一个等级。可有些老板以为买来现成添加剂就能躺着数钱?做梦。
霍尔槽试验,每个班次必须做。260mL的赫尔槽,打片两分钟,看试片上的亮度区、半光亮区、烧焦区,这就是经验的比拼。你说你依赖自动加药机?别逗了,光亮剂消耗跟温度、电流密度、工件形状全有关,靠死程序迟早栽坑里。
想起零八年那回,镀镍线突然出针孔,全厂折腾三天找不到原因。最后你猜怎么着?湿润剂配比少加了两毫升——就两毫升!一槽两千升的溶液啊。这玩意少了,气泡排不走,针孔密密麻麻。从那以后,我定下的规矩:测量添加剂必须用移液管,目视滴加绝对禁止。
问:电镀液多久分析一次成分?
答:看你做什么镀种,走什么活。高速镀锌线,主盐浓度每天至少测一次,pH和添加剂每四小时抽检。镀硬铬?六价铬和硫酸根比值得死死盯着,稍一偏离,镀层硬度跳崖。装饰性镀铜镍铬,有机添加剂分解快,最好每两小时霍耳槽检测,否则光泽度波动能把你逼疯。我亲眼见过因为周末没排人值班,周一回来整缸镍镀液报废,损失六位数——唉,省小钱亏大钱。
无氰电镀:环保紧箍咒下的转型阵痛

现在搞电镀,不提环保就等于找死。氰化物镀铜、镀银、镀金,这些祖宗辈工艺,谁不知道又稳定又光亮?但一纸排污新规下来,全得改无氰。无氰镀锌倒还好,碱性锌酸盐加光亮剂,镀层性能勉强追平。但无氰镀铜真是一言难尽——结合力先天不足,铁件搞不好直接置换,电流开上去就烧焦。研发花了三年,配方改了几百次,最后还得靠预镀镍打底,成本飙得老板脸都绿了。
问:无氰电镀一定能达到氰化电镀同样的性能吗?
答:负责任地说,目前大多数无氰体系还差一截,尤其是复杂形状深孔、盲孔件,深镀能力明显弱。无氰镀银倒是进步快,有些商业配方分散能力能到氰化镀银的九成,但成本高出一截。还有操作窗口窄,pH温度稍微浮动,镀层立马变色。所以别听销售忽悠“完全替代”,转型得慢慢磨,不然良率掉到七成以下,亏死。
不过话说回来,倒逼也有倒逼的好处。无氰工艺逼着我们搞脉冲电镀、超声波辅助,反而把一些老问题解决了——比如镀层晶粒细化,硬度都提了15%……算意外之喜吧。
挂具、后处理:越是小事越要命
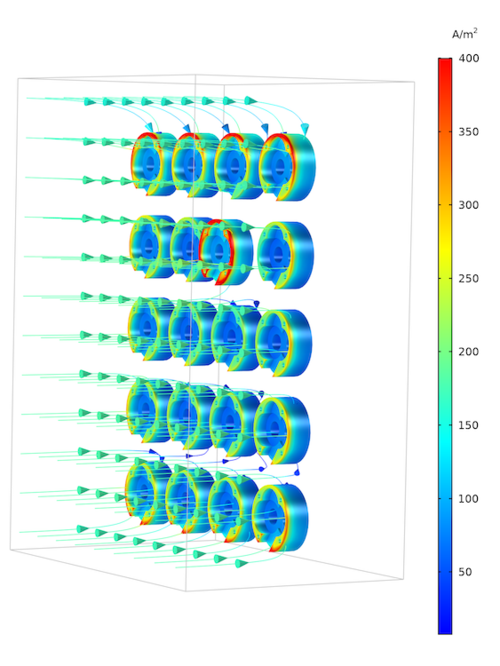
电镀做得越久,越敬畏那些不起眼的辅料。挂具设计,看似几根铜钩子,电流分布全指着它。大平面件没辅助阳极?中间镀层薄得像层纸,边角却烧焦,这种活交出去不是砸招牌吗?我自己用软件模拟电流密度,试镀确认,调整挂点位置,没这三板斧别想批量生产。
最后说后处理。镀锌后钝化,三价铬还是六价铬?封闭剂怎么选?除氢处理做没做?高强度钢不除氢,用着用着就氢脆断裂,那后果……前年有个做弹垫的客户省了这步,装机后崩断,赔到破产。我听着心里真不是滋味。
出光、钝化、封闭、烘干,每步时间温度错一点,耐蚀性打对折。这些道道,书上写不全,全是车间里摔打出来的教训。行了,今天唠叨这么多,也该去巡槽了——但愿这缸镍液没给我掉链子。