一、热疲劳:模具的癌症
压铸模具最怕什么?不是断裂,是热疲劳。你看看那些用了几千模次的模仁表面,密密麻麻的小裂纹像干涸的河床——这就是龟裂。它一开始不致命,但会慢慢扩展,最后导致掉块、粘模,甚至整副模具报废。

铝液温度一秒钟冲到680℃,脱模剂喷上去又骤降到150℃。这种反复的热冲击,模具表层金属就像被反复弯折的钢丝,迟早会断。我们测过,H13钢在600℃时的抗拉强度只剩室温的40%,弹性模量下降一半。一旦应力超过屈服强度,塑性变形积累,裂纹就来了。想延长寿命?记住两点:预热必须到位(别偷懒省那十分钟),冷却要均匀,别让局部温差超过150℃,否则神仙难救。
二、材料选择:H13是不是万金油?
很多模具厂认准H13,因为便宜、好加工。但H13真的是万金油?不见得。生产薄壁大件,或者要求高导热率的模具,你试试看——热疲劳裂纹出现得比谁都快。有一回我们给客户换8418钢,寿命直接从2万模拉升到8万模,他们惊呼“神了”。其实原理简单:8418的钼含量高,高温强度更好,而且韧性不输H13。当然,钱也是问题。8418比H13贵30%,但算算停机损失,还是划算。
问:“我们小厂只能承受H13的成本,还有啥办法延长寿命?”
答:可以改热处理工艺。H13采用1020℃淬火+560-580℃回火两次,能得到良好韧性和热疲劳抗力。切记不要盲目追求高硬度,50HRC就封顶了,再高就是脆性骨折。另外,表面渗氮或做PVD涂层能显著延缓热裂纹。氮化层控制在0.1-0.15mm,太厚反而脆。
三、看不见的杀手:热处理

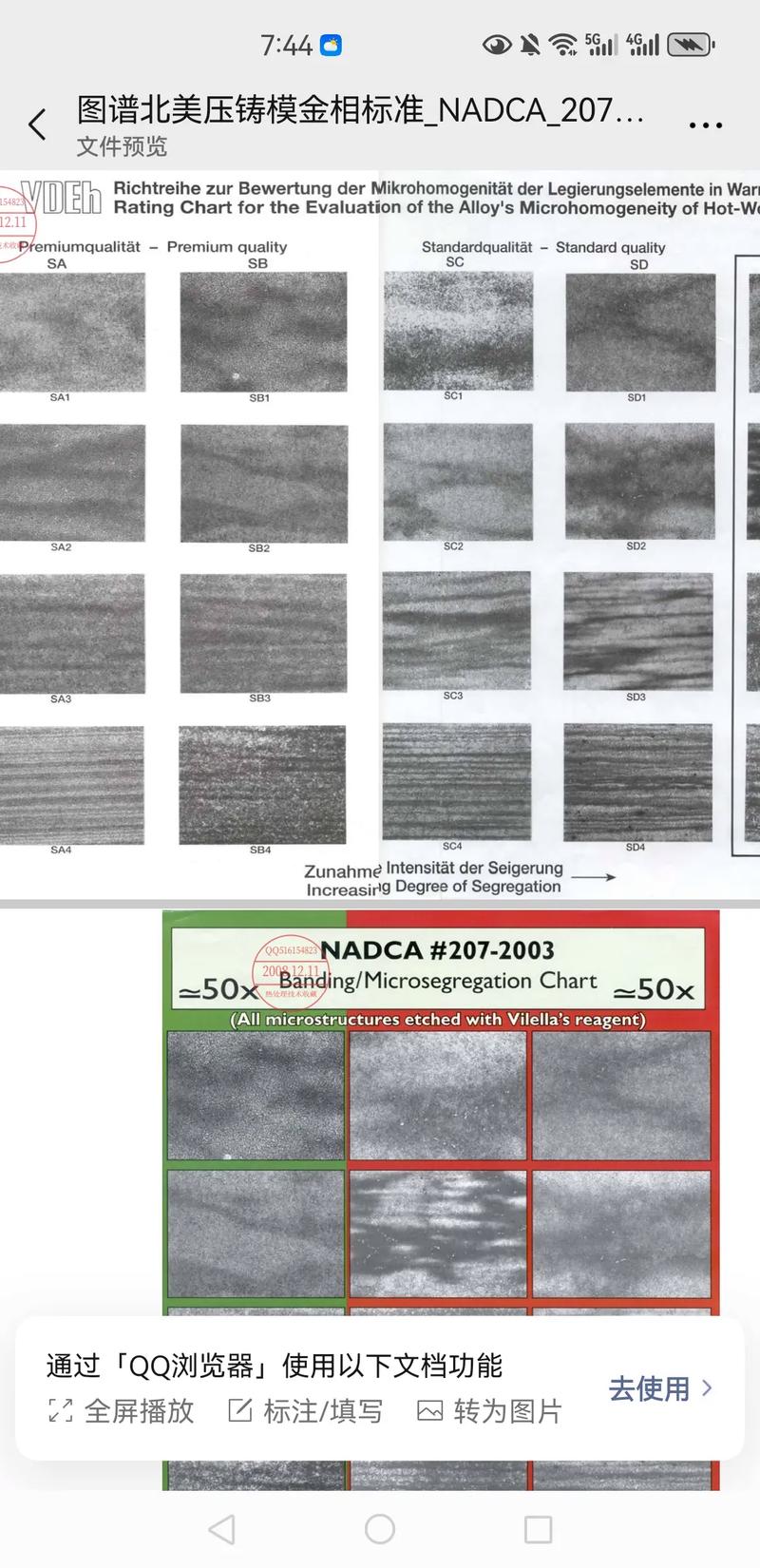
热处理是模具的“炼魂”,可惜太多人把它当揉面——扔给供应商就不管了。回来打硬度,行,就上机。结果一上压铸,开裂、变形、早期龟裂,全来了。我见过一个离谱案例:模具做完真空淬火,供应商为了省成本没做深冷处理,残余奥氏体多,上了压机没两天,尺寸跑偏了0.2mm,薄壁件直接报废。
必须盯住三点:一是晶粒度,别大于7级,否则脆;二是回火曲线,三次回火是标配,别省;三是应力释放,深冷处理后必须再加一次回火。你交出去真放心?最好买个手持光谱仪,打一下材料成分,别让人家用H11冒充H13坑你。
问:“热处理后硬度够了,但一上机就裂,可能是什么原因?”
答:大概率回火不足。淬火马氏体太脆,残留应力没消除。检查一下是否做了足够回火,以及回火温度是否避开脆性区间(500-550℃)。另外,检查模具设计有无尖角、截面突变——应力集中处一压就裂。
四、设计上的小聪明与大智慧
冷却水道设计像迷宫。见过太多模具的水道设计——要么乱钻,要么管径突变,要么堵塞。冷却不均匀,热疲劳免谈。现代压铸模讲究3D打印随形冷却,但贵。传统加工的话,务必保证水道直径不低于6mm,距型面12-15mm,均匀分布。弯头用圆弧过渡,别用钻孔直接垂直相交,急弯处局部流速快,冲蚀严重。
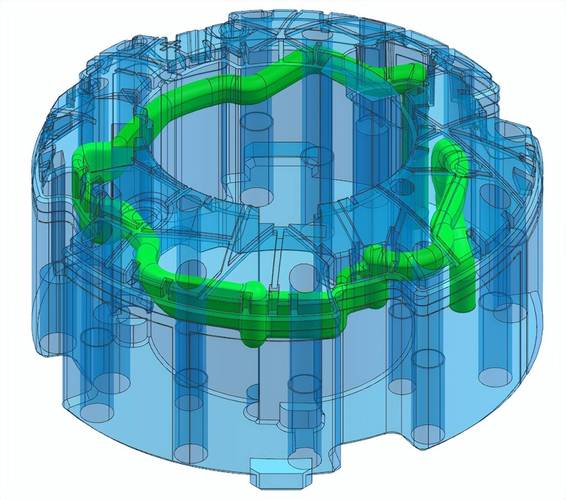
还有个细节:水道定期除垢。水垢像棉被一样隔绝散热,模具温度偷偷升高,寿命直线下降。建议每5000模次清洗一次,用弱酸循环。
五、舍不得投资涂层?
氮化、PVD、CVD涂层,很多厂觉得贵。可一副精密模,做了涂层寿命翻几倍,合下来每次模次成本更低。算账要算细。
压铸模具的寿命是系统工程。材料、热处理、设计、使用维护,哪个环节掉链子都不行。别等模具废了才分析原因,生产前做好DFM评审,生产中监控温度,定期保养。记住了,模具不是用坏的,是被这些坑硬生生坑坏的。下次再崩模,翻翻这6条,看你踩了哪个。