
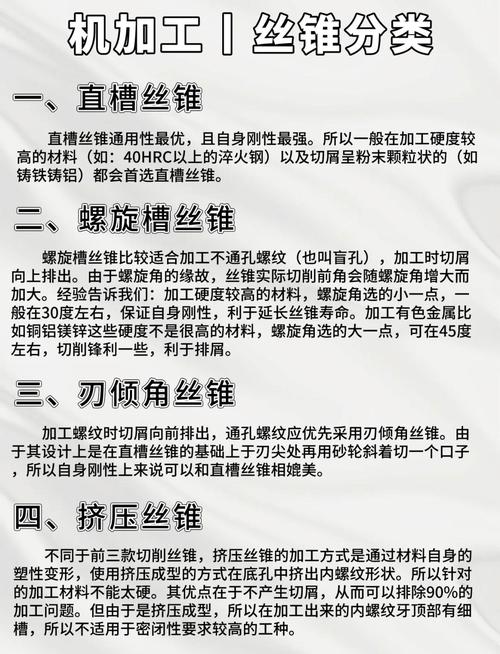
丝锥的槽型和材质,选错了等于白干
参数乱调,丝锥断给你看
底孔打多大,这是个小学数学问题,但也最容易忽视。公式谁都知道:底孔直径=螺纹大径-螺距。以M10×1.5为例,底孔就是10-1.5=8.5mm。但这是理想情况。现实中材料塑性不同,底孔要调整。塑性好的,比如纯铜、铝合金,螺纹挤压后容易变小,底孔要稍大些;脆性材料比如铸铁,底孔可以略小。有老铁偏不信,M6打4.8的底孔,不断才怪。你断丝锥,工件还可能报废,这笔账算过没?
手攻还是机攻?别凭感觉
国产丝锥到底行不行?
这个问题太得罪人了。说实话,十年前,国产丝锥确实整体差一截,材料处理、精度控制跟不上。那时候用某岛国品牌的丝锥,那个顺滑啊,像切黄油一样,再看看自己手里的国产货,一言难尽……但近几年,国内一些大厂进步巨大,尤其是粉末冶金丝锥,性能已经追上来不少,价格还有优势。不过小厂的产品还是参差不齐,买回来第一件事就得检查切削刃有没有崩口,同轴度好不好。别图便宜,断一支丝锥加上废品,够买好几支好的了。