选材,不是越硬就越好
很多人——包括刚入行时的我——总觉得刀具材料越硬,耐用度就越高。这话对,也不全对。硬,意味着抗磨损能力强,但同时也更脆。尤其在断续切削或者工件本身有硬质点的时候,硬碰硬,崩刃的概率直线上升。 后来我查了那批高强度钢的金相,发现碳化物偏析严重,局部硬度能到HRC 60以上。而我的刀片虽然是细晶粒硬质合金,但钴含量偏低,韧性不足。当时要是换个含钴10%以上的牌号,再配上抗崩刃性更好的CVD涂层,结果会完全不同。 💡 小提示:选刀时别光看硬度数据,一定要结合工件材质的均匀性、切削方式是连续还是断续。后者尤其容易被忽略。
涂层,不是噱头,但水也很深
现在市面上工业刀具涂层种类多得眼花缭乱。PVD?CVD?金刚石涂层?氮化碳?厂家宣传一个比一个玄乎。说实话,我们一线干活的,不可能拿着扫描电镜去验货,只能凭效果说话。 去年我试了一批号称“纳米复合结构”的涂层刀片,车削铸铁件。刚开始确实亮瞎眼——表面光洁度直接提升一个等级。但干了不到两百件,涂层剥落成片状,露出的基体磨损加速,比没涂层还惨。后来和供应商撕了半天,他们承认那批涂层附着力没做好——工艺不稳定,白瞎了纳米概念。
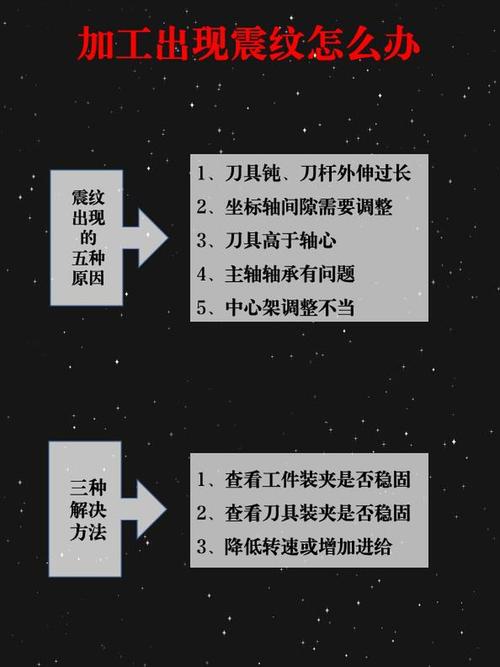
颤振——最隐蔽的刀具杀手