说来也怪,干这行快二十年了,每次站在运转的破碎机旁边,还是会有种莫名的兴奋。不是那种轰轰响的噪音让人上头——那玩意儿听久了神经衰弱——而是看着几吨重的大块花岗岩,咔咔几下就裂成碎石子,然后被皮带送进磨机,最后变成跟面粉一样细的粉末。整个过程,粗暴,直接,但又精确得像瑞士钟表。你说工业粉碎只是把东西砸烂?错了。
它远比你想象的复杂。
✅ 你以为的粉碎机 vs 实际上的粉碎机
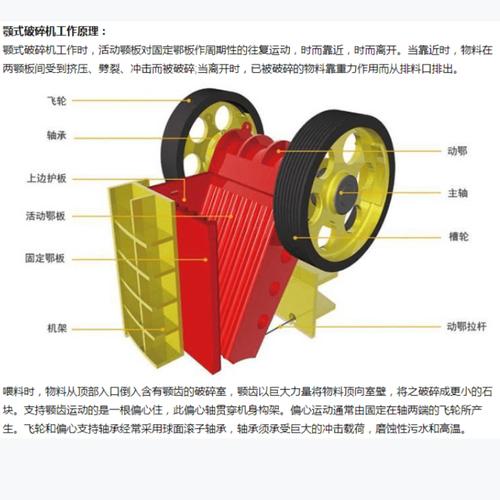
外行看热闹。常见的误区是,扔个锤子砸下去就完事儿。但真正的颚式破碎机、圆锥破、冲击破……各有各的脾气。比如鄂破,那玩意儿靠两块颚板挤压,行程设计稍微不对,要么闷车,要么颗粒形状惨不忍睹。有一次去河北一家砂石厂,老板抱怨成品粒型不好,卖不上价。我过去一看——好家伙,排料口调得跟闹着玩似的,动颚板都磨出坑了也不换。这能好?
选型不对,后患无穷。 处理硬岩?你得用圆锥破或者高压辊磨。软料如石灰石?锤破效率更高。还有含水量高的黏湿物料,必须上齿辊破,不然糊得你怀疑人生。粉碎不是砸核桃,是门系统工程。
说实话,这些年各种类型的设备我都摸过一遍。进口的、国产的,贵的、便宜的。冲击式制砂机,转子速度动不动上百米每秒,石头打石头,或者石头打铁砧,瞬间瓦解。那个声音——像是有人在你耳边放炮仗。但出来的机制砂,粒型圆润,级配可控,确实能替代天然砂。可问题是,易损件消耗太快!抛料头、反击衬板,几天就得换,成本蹭蹭涨。老板们最爱问:有没有那种既不磨损又效率高的?我说,您要的是永动机吧。
❓ 选型翻车现场:那些年我们踩过的坑
问:怎么判断一台粉碎机好坏?看参数,还是看品牌?
答:看工况匹配!参数是死的,工况是活的。就拿处理量来说,标称50吨一小时,你真开足50吨试试?进料粒度稍微大一点,含水率高两个点,立马掉到30吨。还有闭路循环系统,筛分效率一打折,返料堵得你发毛。我永远建议,留足20%的余量,别卡着极限来。品牌当然重要,但售后更关键。有个客户图便宜买了不知名小厂的锤破,结果锤盘开裂,停机半个月,等配件等到黄花菜都凉了。我过去一看,铸件内部全是气孔,热处理根本不到位。这种亏,吃一次就长记性。
问:环保查得这么严,粉碎怎么搞粉尘?
答:粉尘是粉碎的命门。现在干法制砂必须配除尘器,脉冲布袋、旋风筒,一个不能少。但很多厂子装了也白装,因为密封不好!给料口、皮带转运点到处漏风,除尘器抽的是车间里的干净空气,有啥用?源头密闭是第一条,然后才是收尘管道设计。有些老厂改造,管道拐弯太多,风速不够,粉尘沉降堵管,最后成摆设。湿法喷淋简单,但浪费水,而且容易二次污染。我们最近试了半干法,加极少量的水团聚粉尘,效果不错,就是控制要精准,不然物料太湿又影响筛分。头疼啊。
💡 细度崇拜症:盲目追求微粉是在烧钱
粉碎能耗是条指数曲线——大家都懂,但一上马项目就忘了。比表面积从300㎡/kg做到400,电耗可能翻倍。更细不一定更好。有的水泥厂非要挑战超细矿渣微粉,结果磨机里料层不稳,振动大,减速机齿轮打得稀碎。我亲眼见过一台立磨因为强制追求高比表面积,磨辊磨盘磨损加剧,半年大修一次,成本比利润还高。何苦呢?
粒径分布比细度数字更重要。 合适的Fuller曲线,合理的粒度组成,才能实现密实堆积。很多原料粉磨完,要么中间粒级缺失,要么微粉太多,导致需水量大增,强度反倒上不去。粉碎工艺是个系统工程,前端破得开,后端磨得匀,分级机一调,那才叫精准。但现实呢?操作师傅往往凭经验,一看电流高就加料,低了就减,根本不理会筛余曲线。唉,磨机不是这么玩的。
问:有没有什么新技术能省电?
答:高压辊磨机算一个。料层粉碎,比传统球磨机效率高30%以上。但投资大,维护要求也高。辊面堆焊材料不好,三个月就坑洼。还有用助磨剂的,确实能减少颗粒团聚,降低能耗,但要选对配方,不然影响产品性能。说到底,粉碎的本质是能量转换,想省电就得想办法让更多能量作用在物料断裂上,而不是变成热和噪音。预粉碎、多级打散、气流分级,这些组合拳打好,系统能耗降个20%不是梦。就是得多动脑子。
🔮 粉碎的未来:智能与韧性

这几年,设备智能化喊得震天响。传感器装一堆,数据上云端,AI预测磨损,自动调整排料口。听起来很美。但实际呢?工况太复杂,算法训练没跟上,动不动误报。有一回振动传感器被老鼠咬断线,系统报警说轴承毁坏,吓得全厂停产。虚惊一场。不过话说回来,在线粒度监测是真的有用。激光衍射分析直接反馈回DCS,闭环调节给料量和分级机转速,稳得一批。这才是方向。
韧性也是个热词。不是材料的韧性,是产业链的韧性。国外动不动禁运,备件交期半年,谁受得了?现在很多矿山开始囤国产替代,哪怕寿命短点,至少不会断供。国内破碎机行业这几年进步神速,耐磨铸件、轴承国产化率高了,但高端液压件、精密减速机还差点火候。急啊。不说了,得去车间看看新到的双齿辊组装得如何了。
工业粉碎这事,暴力与精细并存。我喜欢这个调调。