上周去一家做液压阀体的厂子,车间主任老李拉着我看他们的研磨工序——双端面研磨机,砂轮转速呼呼的,零件出来亮得能当镜子。但他愁眉苦脸:“粗糙度仪打出来就是不稳,时不时超差。”我瞄了一眼冷却液喷嘴,半堵不堵的,心里就有数了。这行啊,很多问题不在机器上,在你看不见的地方。
转速拉满?千万别被“效率”洗了脑
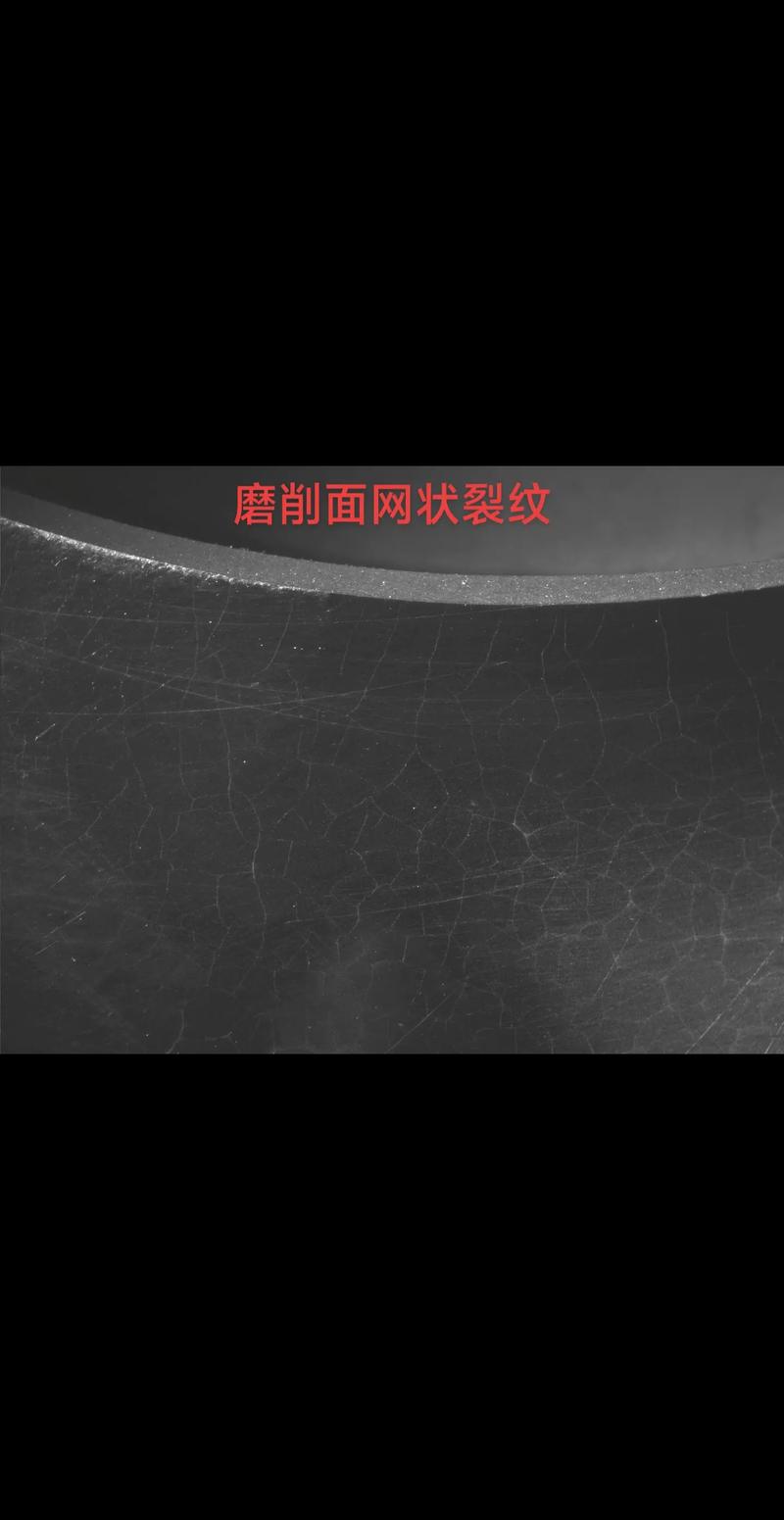
我刚入行那会儿,带教师傅总说:“小李,先把速度打上去!”好像转速就是研磨的命根子。后来自己独立调试,才明白——扯淡!转速高了,砂轮自锐性跟不上,表面瞬间高温,工件烧伤发黄,甚至产生裂纹。特别是淬硬钢,磨削热是头号杀手。
有一次磨一批汽车变速箱齿轮,内孔要求Ra0.2,我按老规矩走了高速,结果抽检发现表面有细微氧化斑点。全批次报废,扣了一个月奖金……说实话,当时真想找个地缝钻进去。后来老老实实做工艺试验,摸清了:在同样去除量下,适当降速,反而能得到更一致的表面完整性。尤其是陶瓷结合剂CBN砂轮,修整间隔也长了。
你说烦不烦?设备厂家总吹最高转速多高,但实际加工参数是门玄学。影响因素太多了:砂轮粒度、结合剂、工件材质、冷却液压力、修整方式……所以现在我去现场,第一眼看的是冷却液压力和流量,再看修整工具状态。磨削液不只是降温,还得把切屑冲走。不信你试试,把冷却不足的磨床出水管对着透明桶接一阵子,油泥厚得能砌墙!
磨料选型?别只盯着“硬度”二字
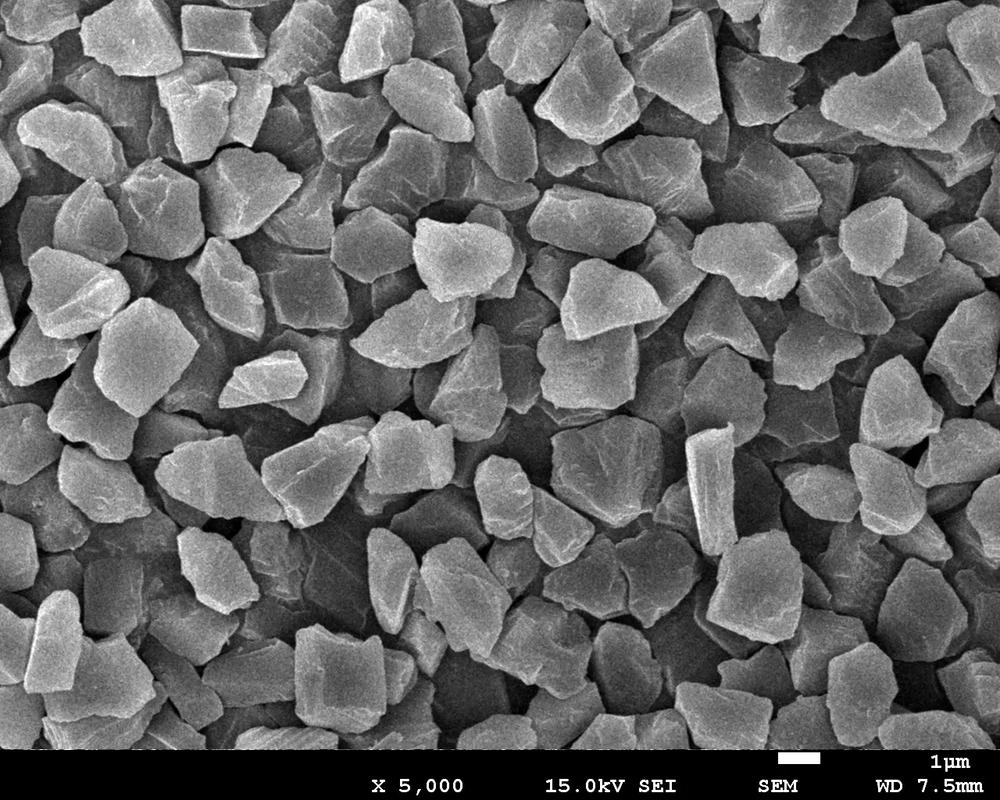
聊聊磨料。很多人觉得,磨料越硬越好?大错特错。工业研磨里,磨料的“韧性”比硬度重要——硬而脆的,砂粒过早脱落,不仅磨损快,还拉伤表面。就拿碳化硅和氧化铝来说:碳化硅硬但脆,适合铸铁、非金属;氧化铝韧,适合高抗拉强度的钢材。但实际应用中,混合磨料才好玩。
记得一次磨硬质合金模具,用金刚石磨头,效率是高,但表面有振纹。后来换了金刚石和立方氮化硼混合烧结的油石,振纹居然消了。什么原理?CBN微粒在金刚石颗粒间起到缓冲和支撑作用?业内说法不一,但效果摆在那。💡所以我现在逢人便推荐,磨硬材料,试试混合磨料,会有惊喜。
另一个让人头疼的问题:磨具堵塞。磨软金属如铝合金,砂轮表面很快糊一层铝屑,切削力骤降。怎么办?有人用硬脂酸锌填料,但会污染零件;有人用砂轮开槽,但消耗快。我们团队搞了个歪招:在修整工具上改进,用金刚石滚轮修出特定槽型,配合高压冷却,居然管用。不过话说回来,每个厂的情况不一样,你得自己试。
问答:直面研磨现场最棘手的两个问题
问:研磨时工件表面出现螺旋纹,怎么解决?
答:螺旋纹多半是机床刚度不足或砂轮不平衡。先打一下砂轮静平衡,用平衡仪调。如果还有,检查主轴间隙和导轨直线度。我们遇到过一例,最后发现是头架顶尖跳动0.005mm,研磨外圆时产生规律纹理。换了高精度硬顶尖,纹路消失。另外,进给量太大也会导致螺旋纹,每转进给别超过砂轮宽度的三分之一。
问:无心磨削圆柱体,圆度老是不稳定,到底什么原因?
答:这个我踩过大坑!调整托板角度、导轮倾角,理论计算都对,就是圆度跳。后来发现托板底面磨损,工件中心实际下去了——理论中心高变了。重新磨平托板,圆度立马稳。还有一次是导轮修整不平行于砂轮轴线,导致工件螺旋进给不匀。所以,定期检查托板和导轮修整精度,比调参数更管用。
工业研磨的未来:不是干掉人工,是干掉玄学
现在提工业4.0,研磨也开始搞自适应控制、在线测量。但说实话,很多中小厂还在靠手感。我曾经很迷信“老师傅的手感”,直到我做了大量DOE实验,发现那些手感背后都是物理量的变化:声发射信号、主轴负载、磨削温度。现在有条件了,完全可以用传感器量化。
比如磨削声发射监测,能在线识别砂轮钝化——突然有个高频尖叫,那就是要修整了。再比如磨削力实时反馈,控制进给速度,防止过载。我们在一条自动线上装了这个,废品率从千分之五降到万分之一。❗但要警惕,智能化不是万能药,基础维护跟不上,传感器也就是个摆设。
问:想要提高研磨效率,最立竿见影的措施是什么?
答:检查冷却!我遇到过太多案例,改喷嘴、增压泵,效果立竿见影。其次是科学修整,很多操作工修砂轮全凭感觉,修整量和走刀速度稀里糊涂。用旋转金刚石修整器,设定每转修整深度和重叠比,砂轮锋利且形状准。最后才是优化参数,但前提是前两者没问题。另外,油基冷却液在极压条件下比水基强,但清洁麻烦;水基经济但易锈,看你取舍。
唠叨这么多,其实就一句:研磨这行,细节决定微米。别被宣传册忽悠,多去车间里听听声音、摸摸振动、看看切屑形状,比什么都强。哪天你发现工艺稳定得像瑞士手表,那种感觉,爽!