别被“均质”俩字忽悠了
有些销售上来就天花乱坠,说自家乳化机是“高剪切均质机”。听见没?“均质”这个词用得太泛滥了。严格来说,均质强调的是压力下的空穴效应和湍流,常见的是高压均质机;而乳化机靠的是定转子系统高速旋转产生的强剪切力。两者原理不同,最终能达到的粒径分布也不一样。你要是拿乳化机去干高压均质机的活,想做到0.1μm以下的微乳液?做梦呢。 乳化机的核心工作部件就是那个定转子。电机带着转子高速旋转,物料从中心吸入,经过转子与定子之间层层交叉的窄小间隙——间隙通常可以调到0.3~1.5mm——在巨大的线速度下(有的能到20m/s以上),物料被猛烈地剪切、撞击、撕裂。这个过程反复多次,液滴就被逐步细化。所以定转子的齿形设计、层数、间隙大小,直接决定了剪切效果。我见过一些低价设备,定转子齿都快磨秃了还在卖,那能好用吗?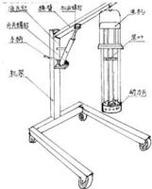
问:为什么有的乳化机处理完物料,成品放几天就分层?
答:分层原因无非是乳液不稳定,液滴太大或分布太宽。如果排除配方问题,那多半是剪切不够。要么转速没上去,要么定转子间隙过大,要么处理时间不足,物料没被充分循环剪切。还有种情况:物料里含有纤维或硬质颗粒,把定转子间隙撑大了,导致剪切力下降。所以定期检查间隙值很重要,不能装上去就不管了。
参数表上的“黄金数字”有多少水分?
说个真事。去年有个项目,标书里写的最大处理能力15m³/h,配套功率75kW。我们都觉得绰绰有余了。结果设备拉过去调试,物料一进,流量计显示只有6m³/h,电机电流已经蹭蹭往上蹿。采购急了,说你们虚标参数。我们过去测了一下,发现他们那物料粘度是设计值的两倍多!设计时按水的粘度给的流量曲线,实际物料像蜂蜜一样粘稠,泵送效率大打折扣。后来只能换大功率电机,重新设计机头流道。一个参数没校核,多花了二十几万。
问:采购乳化机时,除了处理量和功率,还有哪些常被忽略但关键的参数?
答:密封形式!这个我多强调几遍都不过分。机械密封还是填料密封?单端面还是双端面?带不带冲洗?介质有没有腐蚀性?颗粒含量高不高?一旦密封失效,物料喷溅出来,轻则污染环境,重则伤人伤设备。我见过一个食品厂,因为乳化机密封泄漏,物料渗到电机里,直接短路烧了,整条线停产三天。另外,材料也很关键:316L是最低配置,遇到酸性或有氯离子物料,还得考虑双相钢甚至钛材。还有,方便拆卸清洗不?没快开结构的话,CIP洗不干净的角落会让你头疼死。
维护不当,再好的设备也白搭
机械设备这玩意儿,三分用七分养。乳化机尤其娇贵,因为它的定转子间隙小,高速旋转下对异物特别敏感。哪怕是掉进去一颗螺丝帽,都能把齿打烂。我认识一个客户,头天下班忘了盖投料口,结果一只手套掉进釜里,第二天一开机——咔咔咔,十几万的机头报废。事后哭着找我修,我一看那定转子,缺了好几个齿,轴都弯了。 日常维护里,最核心的是机械密封的保养。双端面机械密封需要配套隔离液系统,隔离液的压力、流量、温度要定期检查。一旦隔离液断流,密封面干磨,几秒钟就能烧毁。还有,停车后要及时冲洗。很多物料有粘性,甚至固化,残留在密封面附近,下次启动时就像砂纸一样磨损密封环。我们给客户的建议是:每次用完,立刻用溶剂或热水循环冲洗,直到出口液澄清为止。另外,定期检查定转子磨损量。用塞尺测量间隙,如果比初始值大了0.1mm以上,就要考虑更换或重新调整——别等到乳化效果明显变差了才想起来。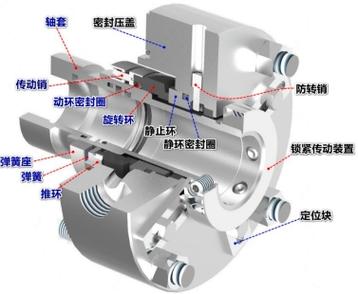
问:乳化机日常维护有哪些必须遵守的铁律?
答:第一,每次使用后必须清洗,最好能在设备设计时就注重可清洁性,别给自己找麻烦。第二,定期检查定转子间隙,建议每运行500小时测一次,做好记录。第三,机械密封冲洗系统不能停,哪怕机器不转了,如果需要防止物料结晶,还得保持冲洗。第四,轴承脂润滑还是油润滑搞清楚,有的用一次,有的定期加。第五,别超负荷运行,电流表要常看,异常升高立即停机检查。这些做到了,设备用个七八年大修都没问题。
说到底,乳化机不是什么神物,选对了,用好了,它就是你的印钞机;选砸了,维护懒了,它就是一台吞金兽。别太信厂家宣传页上的“完美曲线”,多去现场看看,跟操作工聊聊,比啥都强。设备是死的,人是活的——这句话搁哪儿都不过时。