2026-07-01 05:24:24 作者:网编
分类:文章
压铸模具这行,说实话,真是让人又爱又恨。一个模具动不动几十万,但寿命却像开盲盒——有的能打20万模次,有的5万模次就开始裂了。💢
设计不是画图,是预见性折磨
很多人以为压铸模具设计就是三维软件里拉个分型面,加上浇口和渣包就完事。大错特错。真正的设计,是从铝液659℃接触模具表面的第一秒开始的战争。流道怎么走,哪里先冷,哪里会积气,这些都要在脑子里模拟一百遍。我见过最离谱的设计——居然把进浇口直接正对着型芯,结果每次打料都像高压水枪冲沙子,型芯两个月就冲蚀得不成样子。❗
浇注系统的平衡,是设计中最高频的坑。多腔模具如果流道不平衡,那填模速度差出0.1秒,产品的一致性就没了。有人以为模拟软件跑一遍就万事大吉,但软件不会告诉你实际熔体温度在分流锥附近会骤降30℃,除非你把热电偶实测数据喂回去校准。
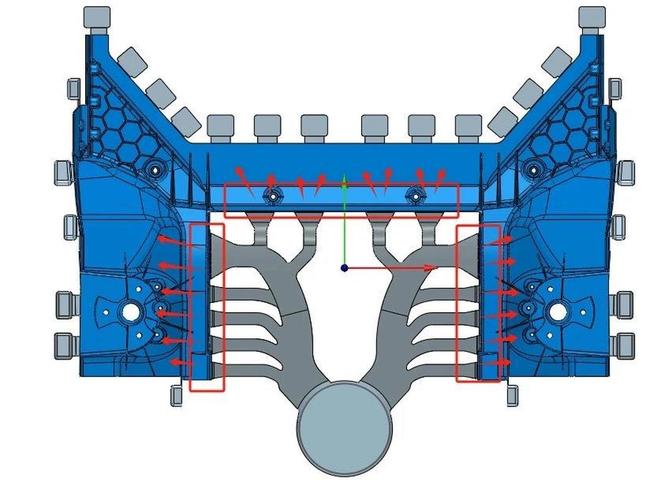 压铸模具流道平衡模拟分析剖面图
而冷却水路?好多小厂直接用钻孔机打几条直孔交差,完全不管模具局部热点。结果呢?热疲劳裂纹准时在浇口下方报到。聊到热疲劳,就得说材料了。
问:为什么我的压铸模具总是在浇口附近开裂?不是说H13钢耐热吗?
压铸模具流道平衡模拟分析剖面图
而冷却水路?好多小厂直接用钻孔机打几条直孔交差,完全不管模具局部热点。结果呢?热疲劳裂纹准时在浇口下方报到。聊到热疲劳,就得说材料了。
问:为什么我的压铸模具总是在浇口附近开裂?不是说H13钢耐热吗?
答:唉,H13确实是压铸模常用钢,但它的耐热疲劳性能依赖热处理工艺。如果淬火冷却不够快,晶界碳化物析出成网状,那韧性就崩了。而且浇口附近是铝液冲刷最猛、热交替最剧烈的地方——表面瞬间升温到550℃以上,内层可能才200℃,应力大到能拉裂钢。一定要用真空热处理加三次回火,硬度控制在46-48HRC,再搞个表面渗氮或PVD涂层,能延寿一倍。但涂层不能太厚,否则易剥落。
模具寿命:不是用烂了才叫报废
很多老板看模具还能打产品,就觉得不用修。殊不知,当表面出现0.5mm的热疲劳网裂时,产品已经开始有毛刺了,而且裂纹会像树根一样往下钻,下次保养加热一应力释放——咔,直接裂穿。那时候就不是焊补能解决的了,得镶拼换块。
热作模具的死亡,最常见的是三种:热裂、冲蚀、整体开裂。热裂多数在表面,冲蚀在进浇口和型芯,整体开裂往往是因为设计时尖锐拐角没做R角,应力集中。💡一个R3的圆角能消除30%以上的应力集中,但有些设计师死抠产品图纸不肯改,最后模具裂了算谁的?
 压铸模具型芯冲蚀磨损实物对比
维护也是个精细活。每次卸模必须做应力回火,160-180℃低温回火2小时,消除压铸时积累的应力。这点很多车间根本不做,直接喷砂、焊补、装机,模具很快就脆了。
问:我们做汽车结构件,真空压铸真的能彻底解决气孔吗?
压铸模具型芯冲蚀磨损实物对比
维护也是个精细活。每次卸模必须做应力回火,160-180℃低温回火2小时,消除压铸时积累的应力。这点很多车间根本不做,直接喷砂、焊补、装机,模具很快就脆了。
问:我们做汽车结构件,真空压铸真的能彻底解决气孔吗?
答:这么说吧,真空压铸能显著减少卷气产生的气孔,但绝对不是“零气孔”。尤其是厚壁位置,型腔里的气体排不掉,或者冲头高速起晚了一点,真空阀已经关了。关键还得看真空系统响应速度,以及模具的排气道设计。有些模具在分型面上设计了波浪式排气槽,配合真空,效果不错。但对于密封要求极高的件,可能还得加上局部挤压——这就改模具结构了,很麻烦。
新材料与轻量化:压铸模具的新战场
现在新能源车流行一体化压铸,后底板一个件一两百斤,模具尺寸大到离谱,吨位动辄6000吨以上。超大模具的热平衡更难搞,中心冷却跟不上,产品变形。而且这种巨模钢料一般是特制的高韧性热作钢,焊接修复也更讲究,预热到350℃以上,用特殊焊丝,后热还要进炉子缓冷。
另外,半固态压铸、铝合金高导热模具的尝试……说实话,有些听起来美好,但量产成本还是高。不过话说回来,3D打印随形冷却水路倒是个好东西,尤其对薄壁复杂件,冷却效率能提升30%,就是贵。
压铸模具这行,没有标准答案,只有不断踩坑后的直觉。有时候一个简单的改变,比如把浇口速度从50m/s降到40m/s,寿命就翻倍。但很多参数互相制约,调整一个,产品气缩孔又多了。工程师就是在玩一个多维度的平衡游戏。所以,别相信什么“模具打包方案”,好用不好用,上机打了才知道。🧐
选模具供应商也一样,别光看报价。问问他有没有热成像仪测过热模温,会不会做模流分析报告,能说出你产品的致命缺陷在哪里——答不上来的,设计再快,砸模具也就是时间问题。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:压铸模具的‘内卷’真相:从设计到寿命,这些坑我踩过
文章链接:https://www.zystgy.cn/a/54273