2026-07-01 05:45:27 作者:网编
分类:文章
说实话,干挤出这行十几年,被模具折磨的次数比吃饭还多。有时候一开机,料流得跟面条似的歪歪扭扭——你心里一咯噔,完了,又是模具的问题。很多新手以为模具就是个铁疙瘩,其实里头的道道深了去了。今天不说虚的,就聊几个让我交过学费的坑。
流道设计:不是把洞挖通就行
见过最离谱的设计——把流道做成等截面,结果中间流速快,两边慢,出料就像孕妇的肚子,中间鼓两头瘪。为什么?因为塑料熔体有壁面滑移效应,靠近壁面的料流动慢,中心的料像坐滑梯。“压力降分配不均”这个词听着专业,说白了就是料流没哄好。好的流道设计得像哄小孩,得让每一点料走的路程、受到的阻力差不多。衣架式流道为什么经典?它就巧妙利用了这种原理,但很多人照葫芦画瓢,改个尺寸就废了。我一般建议,对于PVC这类热敏材料,流道压缩比要控制在3:1到5:1之间,剪切速率不能超过1000 s⁻¹,否则分解发黄是分分钟的事。❗这点血泪教训,记得住不吃亏。
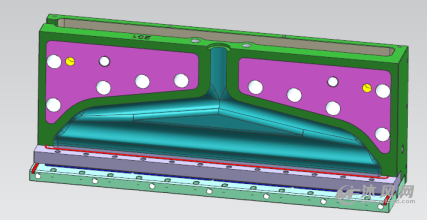 衣架式挤出模具流道设计剖面图
但也不是越复杂越好。有次客户非要搞多流道锥形分配,结果熔接痕多得像龟裂,制品强度一落千丈。其实简单问题别复杂化——单流道能解决的,别整那么玄乎。💡
衣架式挤出模具流道设计剖面图
但也不是越复杂越好。有次客户非要搞多流道锥形分配,结果熔接痕多得像龟裂,制品强度一落千丈。其实简单问题别复杂化——单流道能解决的,别整那么玄乎。💡
模头材质:别省那几个钢镚儿
模具堵了?可能不是料的问题,是模头锈了!现在市面上便宜模具多用40Cr,调质处理一下硬度也就HRC 30左右,硬伤是耐腐蚀性差。加工PVC或含氯的回收料,没两天就坑坑洼洼。好一点的用S136或2316,经过真空热处理,硬度能到HRC 48-52,镜面抛光后塑料流得像丝绸。但代价呢?贵三倍不止。🤷
我碰到过最搞笑的事——一个山东老板,为了省钱买了个“糖葫芦”模具(就是那种分段组合模头,材质软),结果每个月都得停机打磨,算下来人工浪费时间,比模具差价还多。后来换了整体淬火Cr12MoV,用了三年没出事。所以,模具材质不是玄学,是经济账。建议关键部位,尤其是口模和芯棒,一定要用耐蚀模具钢,最好表面再镀铬或氮化处理。✅
 经氮化处理的挤出模具口模零件
问:那是不是所有模具都需要用好钢?普通PE管挤出模就用40Cr行不行?
答:PE料腐蚀性小,40Cr完全可以!但注意流速控制,PE的粘度大,口模长径比要大些,否则胀大效应让你尺寸飘忽。还有,如果加回料多,杂质多了磨损也快,这时建议升级成SKD61,氮化处理一下,耐用度翻倍。所以,看料下菜碟,没有一刀切的答案。
经氮化处理的挤出模具口模零件
问:那是不是所有模具都需要用好钢?普通PE管挤出模就用40Cr行不行?
答:PE料腐蚀性小,40Cr完全可以!但注意流速控制,PE的粘度大,口模长径比要大些,否则胀大效应让你尺寸飘忽。还有,如果加回料多,杂质多了磨损也快,这时建议升级成SKD61,氮化处理一下,耐用度翻倍。所以,看料下菜碟,没有一刀切的答案。
模温控制:别让冷热不均毁了精度
挤出模具的温控,很多人就知道插几个热电偶,设定温度了事。但实际温差能差出10℃去!为什么呢?加热圈功率分布不合理,或者模具本身导热设计差。见过一套板式模头,中间加热,四周散热,结果制品壁厚周期性波动——查了半天才发现是温控算法在振荡。后来改了PID参数,加了保温罩,才稳住。现在先进模具都用多点独立温控,每个区自带加热和冷却,加上铜均热板,温差能控制在±1℃内。💡 这尤其对工程塑料,像PC、PA,熔体粘度对温度极其敏感,温控差一点,透明度就发雾。
还有,别忘了冷却定型段的水路。这里的热交换剧烈,水质不好就结垢,结垢厚0.1mm,传热效率下降20%。所以,定期酸洗水路,别懒。😣
拆装与维护:别等出废品了才哭
 拆装与维护:别等出废品了才哭
日常维护的坑,十个有九个是拆装搞出来的。模具有体温,热胀冷缩——冷模上紧螺栓,一加热到200℃,应力大得能把流道崩裂。好多裂纹就是从安装孔开始的。务必热紧!升温到工作温度再紧固一遍。这不是我瞎说,是断裂力学的基本道理。还有,拆卸时千万别用钢锤硬敲,黄铜棒或紫铜锤是标配。见过一个工人嫌麻烦,用螺丝刀撬,结果模唇崩了个缺口,整批产品带划线,全部报废。那个老板气得跳脚——可怪谁呢?
另外,停机后的清理。PVC模具如果不趁热清,等料冷了硬得像石头。用铜刮刀一点点抠,别上钢丝刷,划痕就是应力集中源。对于易生锈的模体,停产后喷层防锈油,下次开机过几下料再正式生产。这些细节,书上不写,全凭教训。❗
问:挤出模具多久应该维护一次?有没有量化标准?
答:没有绝对标准,但凭经验,连续生产情况下,建议每7-10天检查一次口模和芯棒的磨损量,用塞尺量间隙,超过0.05mm就该修整了。每3个月拆开彻底清理流道,检查有无腐蚀坑。关键看产量:PVC类通常500-800吨料后,模具就需要大修。当然,如果你用高端钢材,周期可以拉长。
拆装与维护:别等出废品了才哭
日常维护的坑,十个有九个是拆装搞出来的。模具有体温,热胀冷缩——冷模上紧螺栓,一加热到200℃,应力大得能把流道崩裂。好多裂纹就是从安装孔开始的。务必热紧!升温到工作温度再紧固一遍。这不是我瞎说,是断裂力学的基本道理。还有,拆卸时千万别用钢锤硬敲,黄铜棒或紫铜锤是标配。见过一个工人嫌麻烦,用螺丝刀撬,结果模唇崩了个缺口,整批产品带划线,全部报废。那个老板气得跳脚——可怪谁呢?
另外,停机后的清理。PVC模具如果不趁热清,等料冷了硬得像石头。用铜刮刀一点点抠,别上钢丝刷,划痕就是应力集中源。对于易生锈的模体,停产后喷层防锈油,下次开机过几下料再正式生产。这些细节,书上不写,全凭教训。❗
问:挤出模具多久应该维护一次?有没有量化标准?
答:没有绝对标准,但凭经验,连续生产情况下,建议每7-10天检查一次口模和芯棒的磨损量,用塞尺量间隙,超过0.05mm就该修整了。每3个月拆开彻底清理流道,检查有无腐蚀坑。关键看产量:PVC类通常500-800吨料后,模具就需要大修。当然,如果你用高端钢材,周期可以拉长。
结语?没有结语,只有继续头疼
反正,跟模具打交道就是跟缺陷斗,跟成本斗。有时候半夜电话响,车间说模具漏料了——那种酸爽,只有同行懂。这一行没有一劳永逸,只有不断优化。就像上次我改进一个口模间隙,就调了0.02mm,壁厚均匀度立马提升,省了5%的料。这些小小的胜利,大概就是我们还在干的理由吧。
好了,不说了,又该去车间看试模了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:挤出模具:流道设计里的魔鬼细节,搞错一条线,废一批料!
文章链接:https://www.zystgy.cn/a/54274