射线检测的本质是什么?
不是拍照。真的不是。虽然很多人管它叫“拍片”,但如果你把它当成医院拍X光,那就等着出事儿吧。工业射线检测,核心是密度差成像。射线穿透工件,不同厚度、不同密度的部位吸收不一样,打到胶片或探测器上,形成灰度差异。气孔、夹渣、裂纹,都是因为那里空了或者材质变了,射线“漏”过去的多了,底片上就黑了一块。但——注意这个但——如果缺陷方向跟射线束平行,或者工件太厚、散射比太高,那个黑块可能根本不是缺陷,是伪影。我见过最冤的一次,把焊瘤当成了未熔合,切开一看,妈的,肉疼。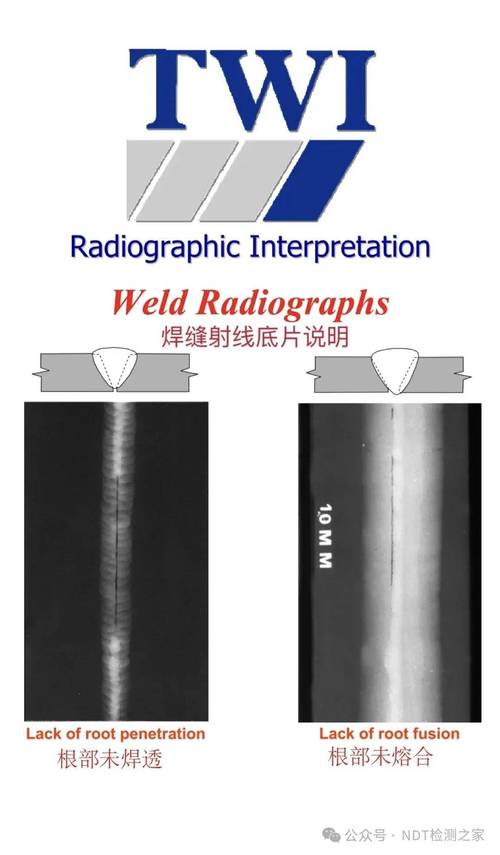
答:看边界。真正的气孔,边缘是圆滑的,像墨水滴在宣纸上慢慢晕开的感觉。裂纹呢?锯齿状,很锋利,有时候细得跟头发丝一样,你恨不得拿放大镜怼上去。伪影往往是模糊的一团,或者带着静电斑纹,形状比较规律。另外,经验也很坑——有时候你得换个角度再拍一张,或者上超声复核。别偷懒,偷懒就等着交学费吧。
为什么你的射线检测结果总是不准?
这个问题我琢磨了好几年。一开始怪设备,后来怪人,最后发现是透照布置的锅。焦距、角度、胶片位置,差一点,影像就变形,缺陷尺寸就虚了。尤其是小径管,椭圆透照的时候,开口宽度算错,焊缝整个拧成麻花。还有散射线的控制,简直是玄学。用过铅箔增感屏的人都知道,稍微有个划痕,底片上就是一道黑线,跟裂纹似的。❗有些新人居然用记号笔在增感屏上写字?我真想一巴掌呼过去。 另一个大坑:像质计灵敏度。标准要求能看到多少号金属丝,并不意味着你能检出所有缺陷。真的,我做过对比实验,一块试板,能看到0.16mm的丝,但一个0.3mm的深孔愣是没发现。因为那个孔是斜的,投影下来对比度不够。所以每次有人拿着报告说“灵敏度合格”,我就苦笑——你只是达到了基础门槛,离“准”还差得远呢。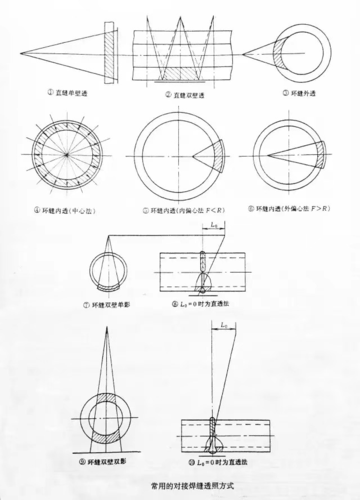
答:这是个引战的问题。传统胶片,如果冲洗工艺严格控制,底片颗粒度细,细节分辨力好得惊人。但数字射线(DR)呢?方便,快,动态范围广,还能图像处理。不过DR的探测器像素尺寸大了就容易丢微小缺陷。一些精细的小裂纹,可能胶片还更灵光。但话说回来,胶片太挑人了,暗室处理稍微不干净,水渍、划伤全来了。数字至少免去了化学药品的烦恼。我现在的态度是:厚大工件、批量检测,DR性价比高;关键接头、微小裂纹倾向的,老老实实上胶片,或者干脆用工业CT。
工业CT的魔力与陷阱
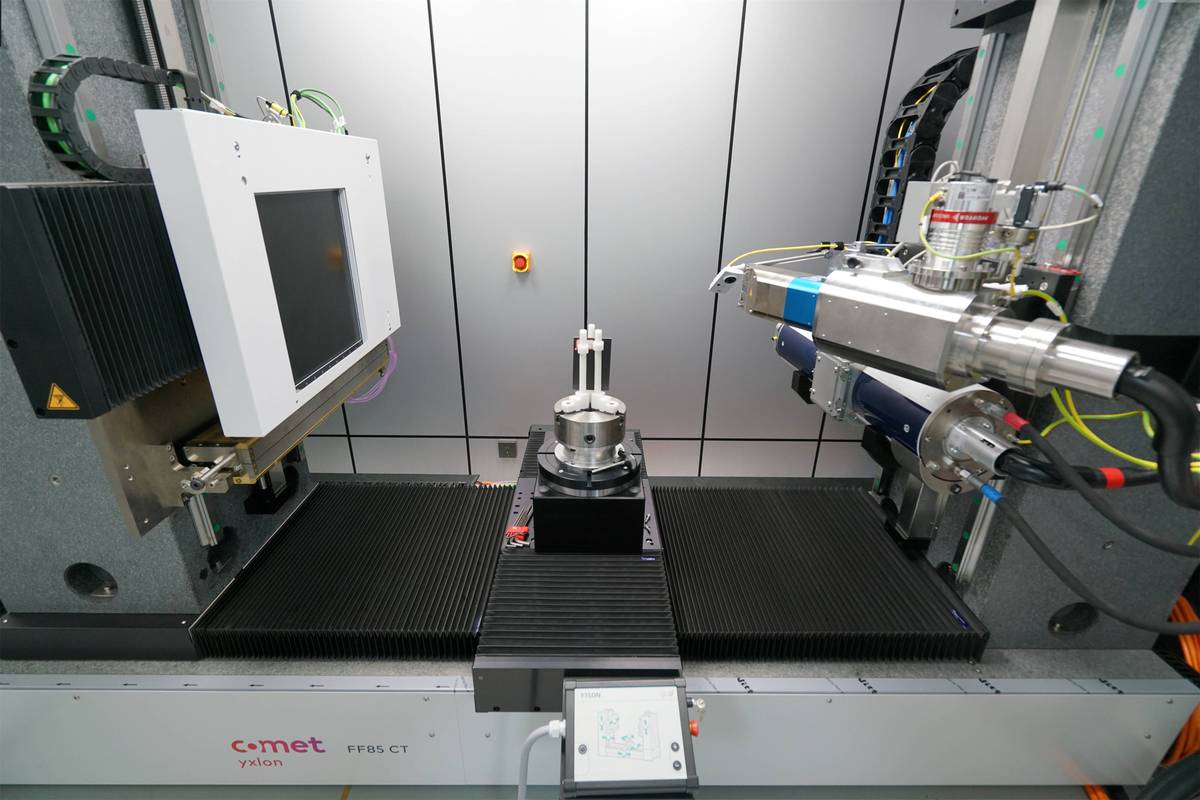
答:目前看,不能。虽然从技术上讲,CT信息量是二维的N倍,但一是标准没更新,二是CT对平板状或超大工件不友好。三是检测效率——扫一个件几小时,底片几分钟。除非特别关键、价值特别高的零件,否则老板不会批这个预算。但趋势在那里,再过十年,可能真会变天。
那些跟你钱包有关的实话