二十年前我刚入行时,师傅递给我一罐渗透剂,说“刷上去,等一会儿,擦干净再看”。结果呢?黑光灯下满手荧光,缺陷一个没找着。师傅黑着脸骂:“你当这是刷墙呢?” 那刻起我就知道,渗透检测(PT)这玩意儿,看着门槛低,实则全是坑。它不像超声波检测需要复杂的波形判读,也不似射线检测要防辐射,但就是这些“简单”背后,藏着无数技术细节,稍不留神就漏检——而漏检的代价,可能是整条焊缝开裂、整批零件报废。
这些年我见过太多人,包括一些老资格的无损检测员,谈起PT一脸不屑:“不就是红白两道、显像剂一喷嘛。” 可真到操作时,要么多余渗透剂去除不干净,要么显像剂喷涂距离不对,最后对着模糊的背景发呆。说实话,PT确实灵敏度极高,能检出微米级的表面开口缺陷,但它对工艺要求也极其苛刻——工件表面状态、环境温湿度、操作手法,哪个环节掉链子都不行。今天我就把这些年踩过的坑、总结的实战经验,掰开揉碎讲出来,有些内容你可能在标准规范里都找不到。
原理三分钟,但别以为你真懂了
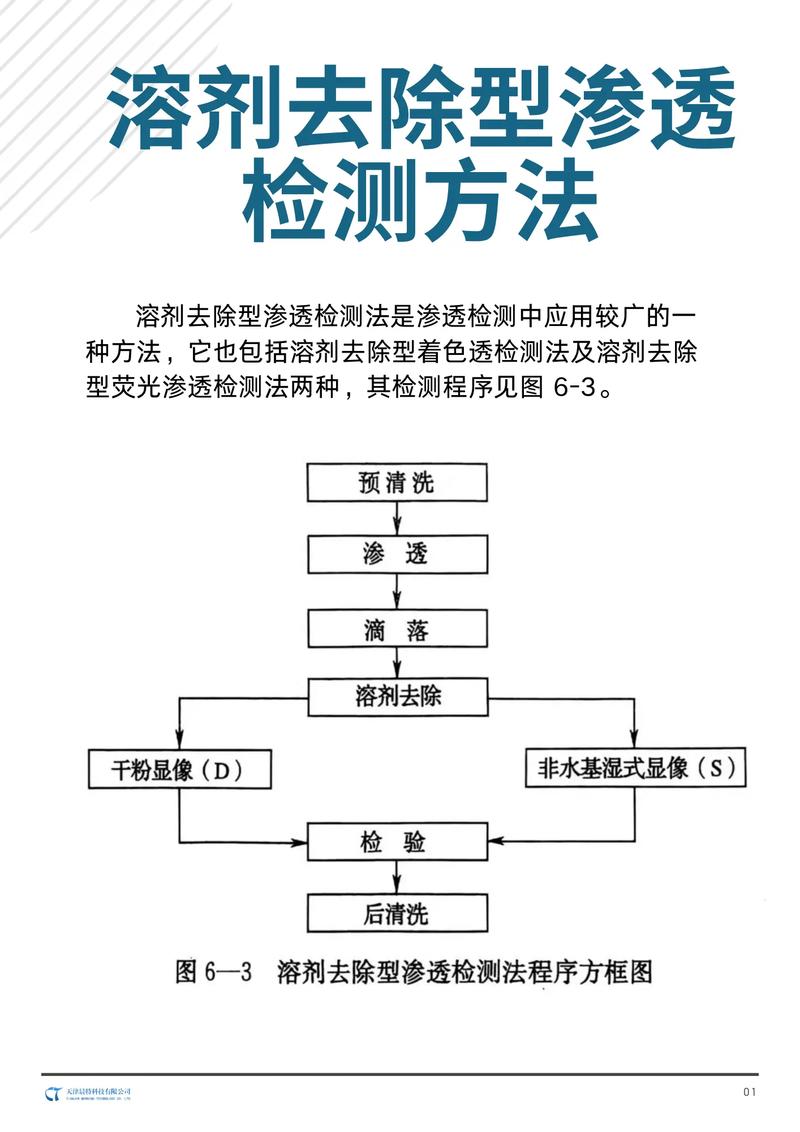
渗透检测原理其实一句话:利用毛细作用让渗透液渗入表面开口缺陷,去除多余渗透液后,再用显像剂将缺陷中的渗透液吸附出来,形成可见显示。听上去简单吧?可真正理解毛细作用的人不多。当年我在实验室反复验证:同样的渗透液,在光滑抛光表面和粗糙机加工表面,渗透速度能差出好几倍。粗糙表面那些微观沟槽,本身就是无数个微小毛细管,会跟缺陷争抢渗透液——这就是为什么工件表面粗糙度必须控制,标准里要求不大于Ra 3.2μm,可不是凭空拍的脑袋。
还有温度。有年冬天在东北某现场,渗透剂冻得像蜂蜜,根本渗不进缺陷。按国标,渗透检测温度要求在10~50℃,但很多操作员图省事,把罐子在热水里泡一泡就直接用——那会造成局部温度不均,反而产生虚假显示。后来我们专门买过一批带恒温箱的渗透检测设备,才解决了低温问题。你说这些细节,多少培训教材会强调?

这些操作细节,工程师手册不会明说
✅ 预清洗:千万别相信“简单擦拭就行”。我见过用棉纱蘸汽油一擦了事的,结果油膜覆盖缺陷开口,渗透剂根本进不去。正确做法是用专用清洗剂,最后一遍必须用挥发快、无残留的溶剂,比如丙酮。洗完后要等表面完全干燥——哪怕一点水膜,也会阻碍渗透。最好用干燥洁净的压缩空气吹扫,但压力别太高,免得把铁屑吹进缺陷里。
❗ 渗透时间:规范上写着5~60分钟,但这范围太宽了。我的经验是:细裂纹至少15分钟,微裂纹30分钟以上。千万别死扣时间,要学会观察渗透剂状态。如果表面开始变干,就得补充。有一次检测钛合金铸件,表面微裂纹极细,渗透时间延长到45分钟,才在显像后看到清晰的细红线。
💡 去除多余渗透剂:这步最容易出问题。水洗型渗透剂虽然方便,但水压不能超过0.3MPa,水温得恒定。后乳化型更麻烦:乳化剂涂覆时间必须精确,短了残留多,长了把缺陷里的渗透液都乳化了。我在日本培训时,看到人家用秒表卡时间,精确到秒,当时还觉得迂腐,后来设备失效分析会上,就是因为乳化时间多出3秒,导致整批叶片漏检,赔了上百万。
显像更是手艺活。干式显像剂要均匀薄层,喷雾罐距离300mm左右,太近会冲掉缺陷内的渗透液,太远又吸附不充分。湿式显像剂得控制厚度,涂完还得快速干燥,不然显像剂会流挂,掩盖真实显示。另外,千万别在光线直射下观察:荧光法必须暗室,白光不低于500lx;着色法则需要大于1000lx的白色光。
常见问题快问快答
问:渗透检测到底能检出多小的缺陷?
答:理论上0.5μm宽度、深度10μm以上就能显示,但这跟渗透液灵敏度、工件材质、操作水平密切相关。我们实际做过对比试块,最常见的是检出宽度1~5μm的疲劳裂纹。不过要记住,PT只能检出表面开口缺陷,内部缺陷和闭合性缺陷无能为力。如果怀疑有皮下气孔,还是得上超声波。
问:做过渗透检测的零件,后续还能用吗?要不要专门清洗?
答:必须彻底清洗!渗透液和显像剂残留会腐蚀金属,尤其是不锈钢和铝合金。我们规定:PT后先用溶剂擦拭,再用专用清洗剂浸泡或超声波清洗,最后用压缩空气吹干并检查无残留荧光。曾有个军工厂,因为PT后清洗不净,导致钛合金螺栓应力腐蚀,飞机着陆时断裂。教训惨痛。
问:着色法和荧光法怎么选?
答:灵敏度和使用场景不同。荧光法灵敏度高,适合关键承力件,但需要暗室和黑光灯。着色法方便现场,但对比度弱,容易漏检。我一般原则:飞行器零件、压力容器必用荧光;日常结构件、户外维修用着色。不过,现在有些复合型渗透检材,可在白光下显示荧光,也值得关注。
选对材料,别在低档货上省钱

渗透检测材料市场鱼龙混杂。我见过最离谱的,是某小厂用煤油勾兑色素冒充着色渗透液,灵敏度几乎为零。选材一定要认准经过认证的品牌,比如美国磁通、德国卡尔德意志,国内也有几家不错的,建议做贝克线灵敏度测试和荧光亮度测试。尤其要留意兼容性:渗透剂与工件材料、与显像剂、与后续工序(如焊接、胶接)是否相容。有次我们给某型潜艇阀体做检测,发现渗透液中的硫含量超标,差点导致晶间腐蚀,还好发现及时。从此再也不敢随意更换材料。
记录也很重要。我要求团队用数码相机在标准条件下拍照存档,注明检件号、部位、比例尺。因为渗透检测显示会随时间变化,荧光显示尤其易褪色,没有可靠记录,复查时啥都说不清。这不仅是质量追溯的要求,也是保护自己——万一出了事故,你的检测记录就是免责证据。
最后说句掏心窝的话:渗透检测看似低端,却是产品安全的第一道防线。别看那些裂纹、气孔小,它们在交变应力下会像病毒一样扩展,最终酿成大祸。希望各位同行在每一次擦拭、每一次喷涂时,都能带着敬畏心。毕竟我们手中的黑光灯照亮的,不只是缺陷,更是生命。