你知道吗?有些工厂的废气处理设备,花了几百万,结果环保督查一来,照样停产。问题出在哪?——设备选了,但根本没选对。我见过最离谱的案例:一家涂布厂,上了套活性炭吸附,三个月就失效了,废气浓度太高,炭层直接‘中毒’,VOCs还是直接排。老板脸都绿了。后来换成RTO,才算把环保局那关过了。说实话,在众多废气处理技术里,RTO(蓄热式焚烧炉)是真正能救命的,但前提是——你得用对。
RTO到底怎么运作的?
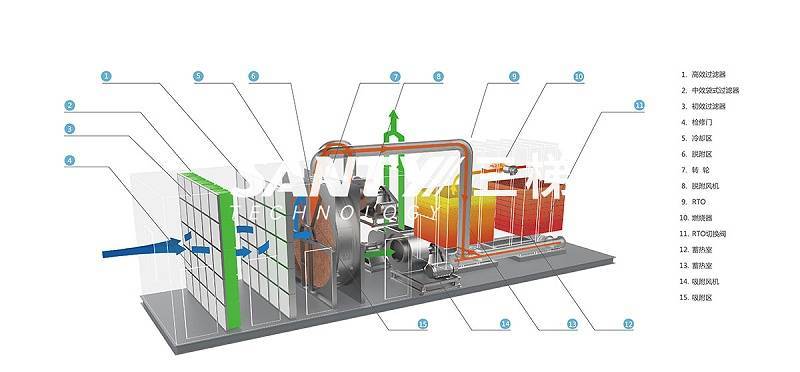
简单粗暴地说:RTO就是把废气烧掉。但不是拿个火炬点火那么糙,它玩的是热交换。废气进到陶瓷蓄热体里,被预热到800℃左右,然后在燃烧室氧化分解成CO₂和水,出来时再经过另一侧蓄热体,把热量留下。这样,热效率能达到95%以上,运行成本比直燃式低得多。不过说实话,原理看着简单,实际调试起来全是坑——风量、浓度、切换阀的时序,差一点效率就掉。
有个细节经常被忽略:蓄热体的堵塞。废气里如果带漆雾、油烟这类粘稠物,没预处理的话,两个月就能把陶瓷体糊死。痛心疾首啊,好多厂就栽在这上面。所以,前置过滤一定得做好,喷淋洗涤或者干式过滤,千万别省。
问:RTO能耗高吗?运行起来比活性炭贵多少?答:这得看工况。如果废气浓度够高,比如涂装线、化工反应釜,浓度在2-3g/m³以上,RTO几乎能自持燃烧,能耗很低。但低浓度废气(小几百mg/m³),就得持续补天然气,那成本就上来了。跟活性炭比——活性炭是前期投资低,但换炭频繁,废炭又算危废,处理费吓死人。之前算过一个项目:风量20000m³/h,浓度1500mg/m³,RTO年运行费(含电和天然气)约25万,活性炭年换炭费加危废处置超过40万,一年多就回本。所以别被初期投资唬住。
选型别踩坑——我见过的血泪史
RTO不是万能药。有些场合,上了反而死得快。比如,含硅废气的处理!硅氧烷燃烧生成二氧化硅,像玻璃一样糊在陶瓷体上,永久性堵塞,炉子直接废掉。还有腐蚀性气体——HCl、硫化物,不预处理,炉体钢板两年就穿。说到这里,一定要提一下废气处理的预处理工艺:碱洗塔、除雾器、滤筒,这几样要是偷工减料,RTO就是天价废铁。❗
另一个常见坑:风量设计过大。有些厂为求保险,设计风量是实际的两倍,结果废气浓度被稀释,RTO老在低效区晃荡,燃气费爆表。正确做法是尽可能密闭收集,减少野风吸入,甚至分段处理。我见过一家精密涂布车间,改造后风量降到原来的六成,处理效果反而好了,还省下一大笔运行费。

答:说实话,维护比很多设备省心。核心是切换阀的密封件,寿命大概2-3年,不换的话泄漏量变大,效率下降。再就是蓄热体,如果前端处理干净,五年八年都能用,除非有机械损伤。不过,建议每年热旁通阀检查一次,积碳严重会卡死,导致超温。哦,对了,点火系统也是易损点,尤其紫外火焰探测器,环境震动大容易坏。整体停机检修,一年给三天足够了,但前提是日常巡检到位。💡
未来趋势:智能化废气处理,不再是蓝领活

现在新上的RTO,基本都带远程监控和自适应控制系统。PLC自动调节燃烧量、阀门切换时间,甚至根据废气浓度预测性维护。我去年参观的一家化学品罐区,废气处理系统直接连到云端,环保局实时看数据,再也没人打电话问:“你们炉子开了没?” 这种透明化,让造假彻底没戏,反倒降低了管理压力。
还有个值得关注的方向——热能回收升级。不只是预热废气,有的厂把多余热量引去烘箱、供暖,甚至发电。效益最大化的时候,废气处理变成了能源中心,不再是纯成本项。不过投资门槛高,没有稳定工况和足够气量,慎选。
最后说句得罪人的话:做废气处理,别总想着应付检查。技术选对了,管理跟上了,它真能省钱。RTO这类设备,就像给工厂装了个强大的肺,废气流进去,出来的就是洁净空气。但前提是——你得懂它,尊重那些看不见的细节。否则,再贵的炉子,也只是个摆设。