我入行二十年,什么快走丝、中走丝、慢走丝都摸烂了。说实话,新手常被误导,以为线切割就是拿根钼丝来回蹭,导电材料就能切——天真了。这里面门道深得很,有时候一个参数没调对,表面粗糙度能差出好几个级别。
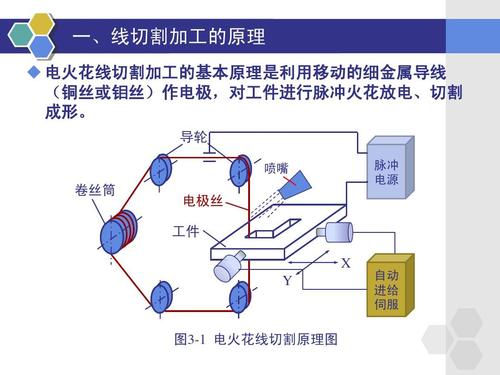
放电、爆掉、冲刷——就这三下子
可实操中呢?
脉宽、脉间、电流、电压、进给速度……这些参数组合起来,能让你头皮发麻。比如切硬质合金,脉宽不能太大,不然表面烧糊,积碳一塌糊涂。但切铝又得反着来——脉冲间隙得大,排屑要猛,否则加工屑粘在电极丝上,轻则短路回退,重则直接烧断。妈的,每次切铝我都提心吊胆。
还有工作液。快走丝大多用乳化油兑水,浓度高低直接影响切割速度和表面质量。我有次偷懒,用了两三天的旧乳化液没换,结果切出来的工件表面全是褐色条纹,报废。慢走丝更讲究,去离子水,电阻率必须控制在一定范围,不然根本达不到镜面效果。
快走丝、中走丝、慢走丝,到底差在哪?
快走丝:电极丝往复使用,国产钼丝为主,走丝速度7-10米/秒。便宜!几十万一台的机床,干粗活够用。但精度嘛……0.01-0.02mm顶天了,表面粗糙度Ra能到1.6μm就算烧高香。而且电极丝损耗大,切大工件时,刚开始的槽和最后的槽,尺寸能差出0.03mm以上——因为丝径变细了。慢走丝:电极丝单向慢速走,一般铜丝或镀锌丝,走丝速度0.2米/分钟以下。贵!进口机子上百万不稀奇。但精度真他妈高,微米级,甚至亚微米,表面能到Ra0.1μm镜面。电极丝只用一次,所以没有损耗带来的尺寸变化。多刀切割工艺搞起来,清根角、直角精度都是快走丝没法比的。
中走丝?其实是快走丝的升级版,增加了多次切割功能,修刀,能提高表面质量。但很多人被这个名字骗了,以为能媲美慢走丝——纯扯淡。我试过不少国产中走丝,最佳状态也就Ra0.6μm左右,而且稳定性看脸。不过话又说回来,对于一般模具,中走丝性价比确实可以,毕竟比慢走丝便宜太多。

断丝,永远的噩梦

– 电极丝质量不好,有硬点或打折;
– 张力过大或过小;
– 导电块磨损严重,接触不良造成拉弧烧断;
– 工作液太脏,切缝里排屑不畅;
– 切割参数太猛,电流过大。
但就算原因都知道,该断还是断。尤其切厚件,比如150mm以上的钢板,进到一半断了,重新穿丝再找槽……那酸爽。我还记得有一次切300mm厚的Cr12模具钢,快走丝,从早到晚没敢离开,生怕断丝。结果还是断了,而且是快到结尾时,气得我把扳手都摔了。
💡老手的经验:切厚件时,适当降低脉宽,增大脉冲间隔,进给速度调到电压表微微摆动,别贪快。另外,新丝比旧丝耐切,别为了省钱拖着不换丝。
问:线切割的加工厚度有极限吗?几百毫米的不锈钢能切不?
答:极限?理论上只要你机床行程够,电极丝能穿过去,工作液能冲进去,多厚都能切。但实际上,超过500mm就很难搞了,主要问题是排屑。切缝里碎屑堆积,容易造成二次放电,表面质量变差,还容易短路。快走丝干过600mm的45钢,但速度慢到崩溃,切一个孔要好几个小时。慢走丝的话,一般不建议超过300mm,虽然机床厂家说有400mm的能力,实践出真知,超过250mm就各种问题了。所以遇到超厚件,不如考虑镗孔或者水刀。
问:线切割加工铜、铝等软材料,怎么才能不断丝?
答:铝、铜导电性好,但碎屑容易粘电极丝,尤其是铝,熔点低,放电时熔融的铝屑粘在丝上,形成疙瘩,然后就断丝。我的办法:
1. 用镀锌丝或硬黄铜丝,抗粘附性好一点;
2. 加大工作液流量和压力,猛冲;
3. 脉冲间隔调大,让碎屑有时间冲走;
4. 降低切割速度,别推太快;
5. 如果条件允许,用浸液加工,让工件完全泡在工作液里,效果最好。哦对了,铝件表面会生成氧化铝薄膜,影响导电,所以开始切割时,最好用锉刀把切入点的氧化层打掉;6. 还有个小窍门,在电极丝上涂一点特制的防粘剂,有些老师傅会往工作液里加极压添加剂,效果不错。但注意安全!
选机床?别只看样本数据
厂家宣传的“最佳粗糙度Ra0.1μm”、“最大切割效率300mm²/min”……这些数字在车间里能达到一半就算阿弥陀佛。切割效率受材料、厚度、电极丝、工作液状态影响太大。我见过很多慢走丝,厂家标称200mm²/min,实际切硬质合金可能只有100mm²/min不到。而且,别忽略机床的机械刚性!一台线切割机,长期稳定性的基石是铸件、导轨、丝杠的质量。有些杂牌机,用了两三年,精度就飘了,反向间隙一大坨,切圆不圆,切方不方。买二手机更是赌博——除非你跟我一样,会修。
❗ 教训:千万别图便宜买那种连工作液槽都生锈的机床。漏液、不绝缘、腐蚀电路,后患无穷。
线切割这行,说破大天,就是经验堆出来的。书本上的理论只能带你入门,真正的难题,书本上从来不会写——比如,怎么在工件内部穿丝,而那个起割孔只有针眼大;比如,怎么微调导电块的角向,让电弧更稳定;比如,哪种牌子的钼丝韧性好,耐切……
最后说一句,干这行要有耐心。急性子,趁早别碰线切割。