刀轴控制,血泪教训
说实话,NX的五轴模块功能强,但坑也多。刚学那会儿,我常用‘插补矢量’来控刀轴,简单粗暴。可在某些扭曲叶片加工时,机床突然C轴狂转,差点撞到夹具!后来才明白,是刀轴矢量过渡不平滑,导致机床奇异点附近急剧反转。记住一个铁律:能用‘相对于部件’或‘相对于驱动’的倾斜角,就别轻易用插补——除非你很清楚每个矢量的变化率。
另一个暗坑:刀轴限制。比如你用‘侧倾角’控制,觉得设了±30度应该安全……但NX有时在拐角处为了保持切触点,会瞬间逼近极限值,导致过切。所以,我每次都打开‘检查刀轴极限’选项,并设置一个稍小的安全角度,比如±25度。别问为什么,经验!
还有,记得那次在加工涡轮盘闭式叶根,使用了‘指向驱动’刀轴,结果刀路生成巨慢,几乎死机。后来发现是驱动曲面选择过多,系统在每一个点都要计算最近的驱动点,计算量爆炸。解决办法?把驱动面精简成几个主要区域,或者转换成小平面体,速度能提十倍。这点,西门子的帮助文档里可没写这么细。
后处理:定制的才是自己的
你可能觉得,NX自带的后处理够用了吧?大错特错。五轴加工,尤其是带RTCP功能的机床,如果不针对控制器写后处理,就是灾难。我曾经拿通用Fanuc后置去跑海德汉530,结果钻孔循环全乱,G93反冲量完全不对,整块料报废。老板那个眼神……
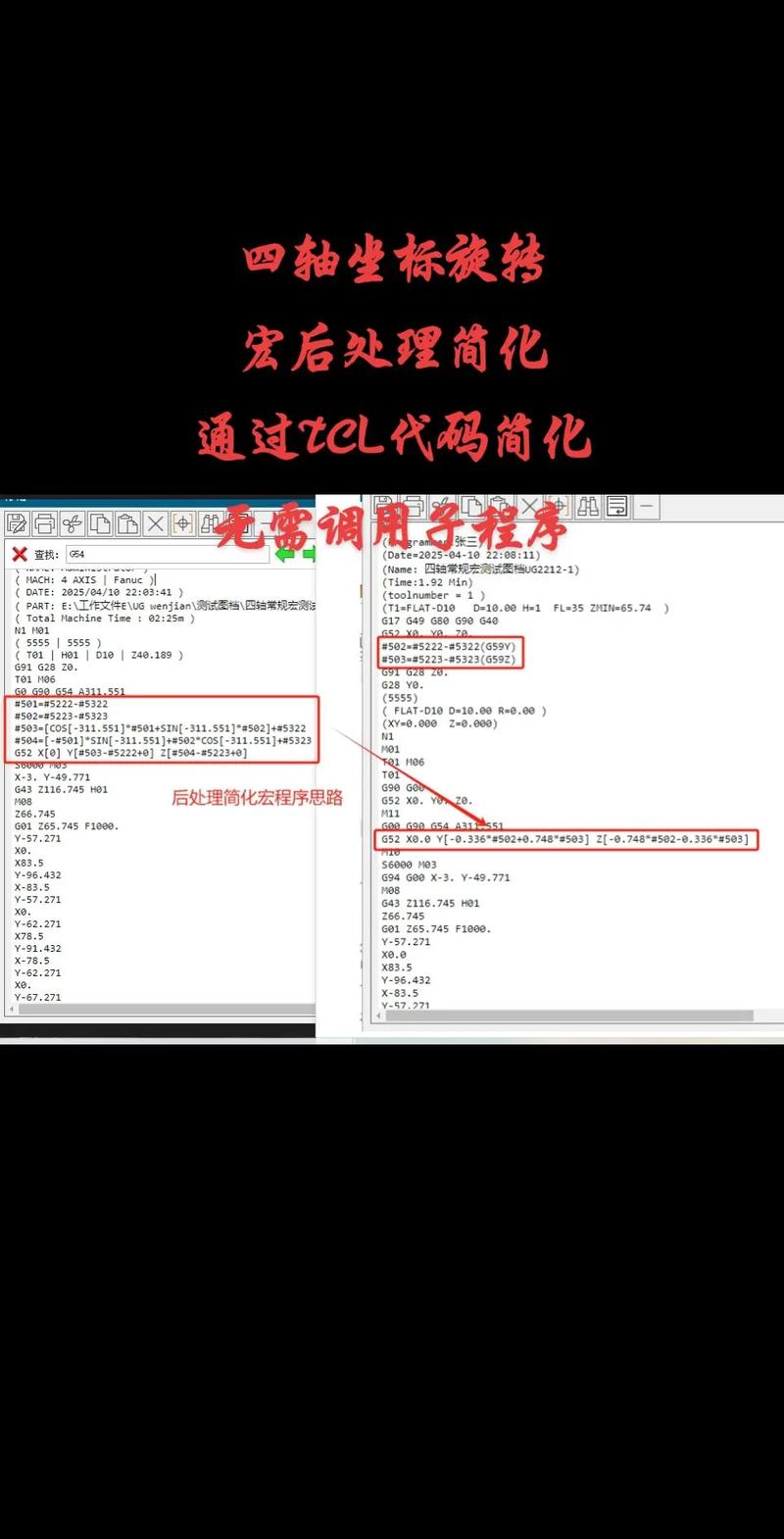
自己改后处理,用Post Builder只是皮毛。要动TCL和DEF文件,特别是对于非线性运动,要控制好凸度容差和平滑输出。比如,在五轴联动时,插入‘ORIENT’命令或者‘TRAORI’,时机不对也会让机床抖动。一个技巧:把最大进给率绑定到角度变化,用‘maxFeedPerAngle’参数,能防止转角时过冲。这些都需要在海量试切中总结。
问:我不懂编程,怎么判断后处理好坏?
答:最简单的,跑一个标准NAS979试件代码,用Vericut或NX自己的机床模拟看速度曲线。如果某个轴速度曲线有尖峰,或者加速度突变,后处理就不过关。再有,看输出的APT文件,是否有不必要的退刀或复位命令。省时间的话,直接找官方认证的后处理,虽然贵,但比撞机值。
仿真救命,别嫌麻烦

五轴加工,仿真不是可选项,是必须。NX自带的机床模拟很好,但很多人懒得用。非要等到刀柄撞上工作台?我现在的流程:刀路算完,先过Cutter Compensation检查,再过机床仿真,而且必须用真实机床模型和夹具。有一次,仿真时看着没事,上机后B轴摆动时刮到了旁边的压板——因为仿真里忘了加那根螺杆!细节决定生死。
还有个小招:在仿真里故意加大刀具悬伸,看看哪里会干涉,然后反过来优化工装。这叫虚拟试错,比实际试切省太多。
问:NX机床模型怎么建才真实?
答:别偷懒用STL!用NX的装配体建模,定义好运动链,特别是旋转轴的偏置和交叉误差。如果有条件,用激光跟踪仪实测机床的RTCP精度,把误差值补偿到控制器参数里,或者在仿真里设置虚拟误差。这样模拟出的结果才有参考价值。否则,仿了个寂寞。
一些小习惯,提升效率
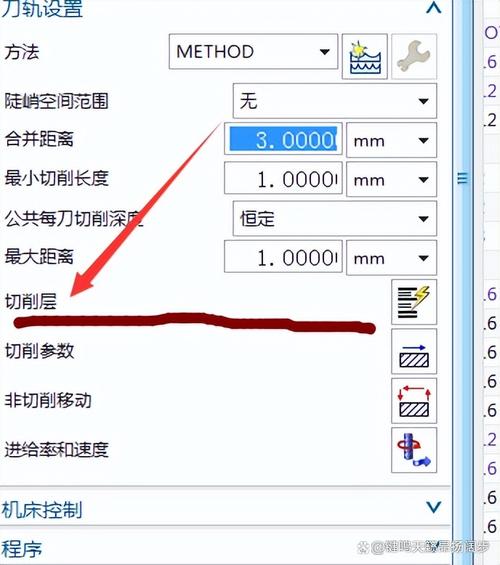
玩NX久了,总会形成自己的套路。我习惯把常用操作宏化,比如一键设置安全平面,一键生成残料毛坯。另外,模板设定得当,能少点半天鼠标。加工叶轮时,用“叶片精加工”操作,选择合适的驱动方法——‘流线’适合直纹面,‘曲面区域’适合自由曲面。但注意,曲面区域对UV线分布很敏感,乱七八糟的UV线会让刀路蛇形走位。这时,用‘光顺’工具重构一下曲面,或者采用‘边界’驱动再投影。
还有,不要迷信自动生成的进退刀!五轴进退刀最容易撞。我都是手动指定安全圆柱或球,并且把初始和最终移动独立出来,给一个较慢的速度。省那点时间,远不如安全重要。
突然想起,那年在车间通宵改刀路,就因为一个R角清根没到位。NX的清根参考刀具大小不能刚好等于残料直径,要略小一点,否则算不出刀路。这逻辑,我也是醉了。不过后来总结:清根用‘参考刀具’加‘多层切削’,虽然刀路长,但彻底。
还有,关于License的问题,经常有人问。NX的五轴模块要单独的许可,比如‘nx_cam_5ax_mill_adv’这种。有时候装了模块但找不到功能,八成是许可没配好。在LMTOOLS里查看状态,或者直接问西门子售后。别在论坛瞎找补丁,小心版权问题。
算了,就说到这吧。五轴之路,坑多但有趣。每次解决一个棘手的问题,那种满足感,无以言表。希望你少走弯路,毕竟,时间就是刀具寿命!