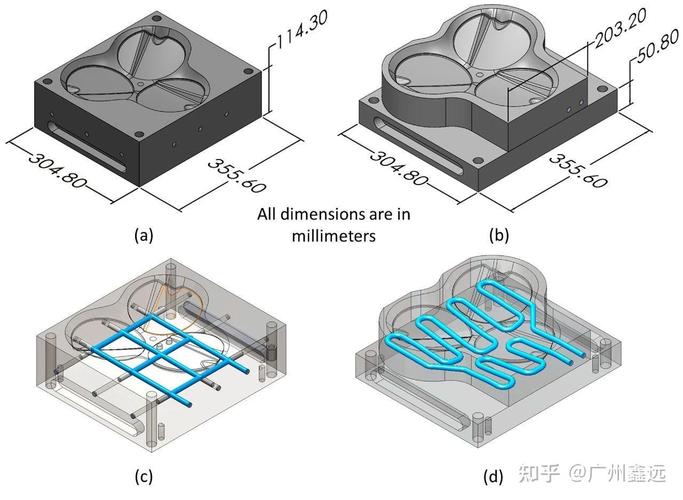
上周和一个做注塑的老板聊天,他指着报废的模具镶块骂骂咧咧:又是烧焦,又是缩水,冷却时间死活压不下来。我没急着接话,只翻出手机里一张照片——那是用增材制造打印的随形冷却水路剖面,曲里拐弯,像毛细血管一样贴着型腔走。他看完沉默了几秒,然后问:这玩意儿真能量产? 能。不光能,它正在把传统机加工逼到墙角。
传统钻直孔,天生就是妥协
想想看啊,模具冷却水路一直以来都是钻头说了算。横平竖直,最多斜着打个交叉孔,再拿堵头一封。遇到深腔、薄壁、异形结构,热量根本带不走,只好加长冷却时间,或者硬着头皮提高模温,然后眼睁睁看着周期拉长、变形超标。说实话,这根本不叫冷却设计,这叫凑合。 很多老师傅其实心里门儿清,但以前没招啊——除了放电加工能搞几个弯曲孔,成本高得离谱,普通模具根本不敢想。
直到增材制造真正下场,特别是选区激光熔化(SLM)技术成熟起来,事情才变了。现在我能直接把冷却流道设计成任意三维形状,管径渐变、分叉、螺旋,全看热仿真告诉我哪里热就贴哪里。❗ 第一次拿到随形水路镶块的样件时,我拿在手里转着看,光线从出水口照进去,能隐约瞧见内部光亮的波纹——那一刻真有点激动。
从“能打出来”到“打得划算”,中间隔了多少坑

不是说有了粉末床熔融就万事大吉。早期我们用增材制造打模具钢,净碰上糟心事:开裂、变形、粉末残留堵流道,表面粗糙度能刮手。记得有次打印一个H13材质的滑块,内应力大得直接在路上就裂了条缝,项目差点黄了。💡 后来学乖了,热处理工艺必须跟着增材工艺重新摸索,比如基板预热要精确到150℃以上,打印完得立刻去应力退火,线切割分离时还要留神别崩刃。
还有清理流道。随形水路蜿蜒曲折,里头残余粉末可不是高压气枪吹吹就完事的。我们试过超声振动、磨粒流抛光,甚至用小直径软刷手动捅。最绝的是把镶块倒过来,配合专用清洗液脉冲冲洗,总算能把粉末含量控制在10mg以下。不过话说回来,这些工序现在都有标准流程了,不像五年前全靠老师傅手感。成本呢?一套中等尺寸的随形冷却镶块,综合算上缩短的注塑周期和降低的废品率,大概3~6个月就能回本,比很多人想得快得多。
问:随形冷却水路的设计到底难不难?是不是非得依赖仿真?
答:坦白讲,没有热力学仿真肯定抓瞎。但现在的软件已经挺傻瓜了,像 Cimatron、Magics 里都有专门模块,导入3D模型,设定热边界条件,它能自动生成贴合型腔的流道路径,工程师只需微调管径和避让顶针孔。不过我得提醒一句,仿真出来的结果别全信——实际打印时,0.5mm的薄壁区域可能因激光能量波动而塌陷,留足设计安全余量是必须的。
哪些模具最值得冲随形冷却?
不是所有模具都非得用增材制造搞随形水路。平板类、浅腔的,传统钻孔足够。但遇到这几个场景,你最好认真考虑:
- 高光面产品,比如车灯透镜、透明厚壁件。温差稍微大点就出现熔接痕或气泡,随形冷却能稳住模温,表面质量直接上一个台阶。✅
- 薄壁深腔件,像医疗器械里的取样管、电子烟外壳。这些零件厚度才零点几毫米,冷却不均匀立马翘曲,量产的罪魁祸首。用随形水路后,某些案例循环时间砍掉了40%。
- 结构复杂的热室压铸模,单位面积热载荷比注塑模高一个量级。在浇口附近布置密集随形管路,能有效抑制热疲劳裂纹延伸,模具寿命能翻倍甚至更多。
问:增材制造打的模具钢,跟传统锻材比起来,强度会不会差?
答:这是最常见的顾虑。确实,SLM成型的组织是极细的胞状晶,各向异性明显。但通过后续的淬火回火,性能完全可以媲美锻件。我测过马氏体时效钢18Ni300,打印态抗拉强度大概1100MPa,时效处理后能冲到1950MPa以上,而且横向和纵向差异控制在5%以内。关键是要找到匹配的热处理制度,光靠设备自带参数可不行。
别被“金属3D打印”几个字忽悠了,它真正的价值在于打破设计惯性
有时候跟同行交流,发现大家老把增材制造当成直接替代的加工手段,好像只是把钻头换成激光。这思路太狭窄了。我见过最漂亮的案例,是把整个镶块重新拓扑优化,原先实心的部分变成点阵结构,重量减了60%,热传导效率反而提升,因为内部表面积大增。这种设计普通机床根本做不出来,你连刀具都伸不进去。增材制造解放的不是加工能力,是工程师的想象力。❗ 当然也有人走火入魔,搞出一些花里胡哨却极易堵塞的流道,纯粹炫技,那就背离解决问题的初衷了。
最后说点现实的。引入这项技术需要哪些准备?首先得有一台靠谱的金属打印机,目前EOS、雷尼绍、华曙高科是主流;其次要舍得在仿真软件和人才上花钱,一位懂热力学又懂工艺的工程师年薪不低;再者得有心理准备面对初期试错——我头半年报废的镶块价值够买一辆好车。但一旦跑通,你在高端模具市场的竞争力就是质的飞跃。毕竟现在客户也越来越懂行,图纸上标着“随形冷却水路”的越来越多了。这个趋势,挡不住的。