说实话,3D打印这玩意儿,跟当年的大哥大差不多。人人都觉得它要颠覆一切,可多数人拿它当高级玩具。不过话说回来,如果你是做非标自动化、模具或者小批量复杂零件的,听我一句劝:别急着骂它没用,可能是你没用对地方。
从“快速原型”到“快速打脸”
我2009年入行,第一次见光固化(SLA)机器时,惊为天人。一晚上就能把三维图变成塑料件,设计验证周期从两周缩短到两天,简直魔法。那时候我们管它叫“快速原型”,确实快,精度也够用,ABS树脂件拿来试装检干涉,完美。
但很快问题就来了:客户要直接上工况测试,塑料件扛不住。一上压力,渗油;一进高温,变形。项目经理拍桌子:“你们搞的这破玩意儿,根本不能真干!”——好吧,这就是3D打印最早踩的坑:原型和终端零件之间,隔着一个太平洋。
后来金属烧结(SLM/DMLS)起来了,钛合金、模具钢都能打印了。我亲眼见过一个航空发动机燃油喷嘴,内部流道七拐八弯,传统加工得拆成十几个零件再焊接,金属3D打印一次成型,减重30%还省了装配。当时就觉得,这才是杀手级应用啊!😲
可冷静下来算算成本:一台工业级金属打印机,主流品牌得300万往上;粉末每公斤两三千;还得配后处理、热处理、热等静压……中小企业看得直摇头。所以,3D打印是富人的游戏?不全是。

别被“增材”洗脑,先看这三个坑
我不是唱反调,但我遇过太多老板,被销售忽悠“减少工序、节省材料”就上头下单,最后机器吃灰。这里有几个血泪教训:
• 设计思维不换,等于零。 很多工程师还在用减材思维画图,一个简单的块状支架,非要担心强度加厚加筋,结果打印时间翻倍、成本飙升,还变形开裂。增材制造的设计法则是“随形冷却流道”“点阵轻量化”——不懂这些,趁早别碰。
• 后处理是个无底洞。 金属打印件出来,表面粗糙度Ra 10微米以上,必须精加工。支撑去除、线切割、抛光、热处理……时间成本有时比打印还高。我前年接了个活儿,打印一个模具镶件,打印8小时,后处理弄了两天,人工费比材料贵。
• 材料性能的不可预测性。 同一牌号的不锈钢粉末,不同厂家、不同批次,打印出来的拉伸强度能差15%。更别提各向异性——Z轴方向和XY方向的性能差异,让你做疲劳分析时想砸电脑。😤
所以,别一听“复杂零件免费”就兴奋。免费的是设计自由度,代价是工艺控制难度。
几个让我闭嘴惊艳的真实案例
吐槽归吐槽,这行干久了,还是被一些案例震住。
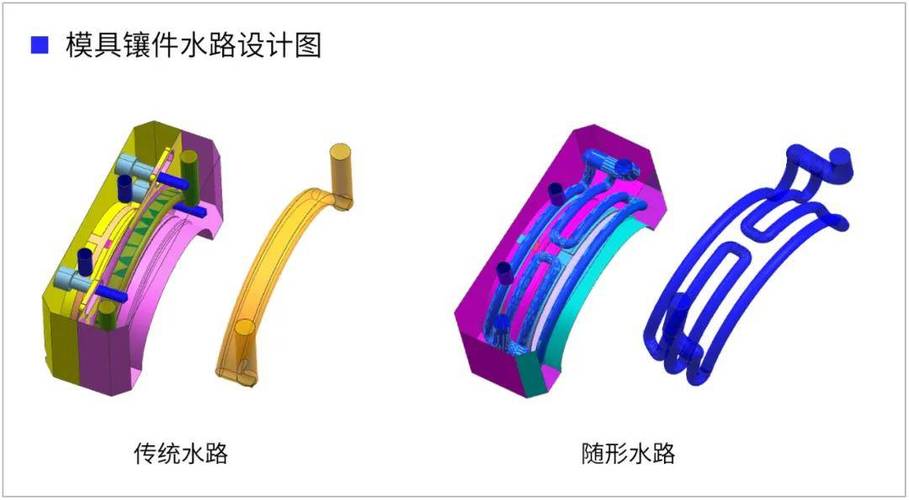
✅ 注塑模具随形冷却: 传统水道是钻头直线打孔,降温不均,零件翘曲。3D打印能做出紧贴型腔表面的螺旋水道,生产周期缩短20%,变形率降低一半。我一个模具厂客户,做车灯透镜的,一年省下废品损失四十多万。
✅ 骨科植入物: 髋臼杯、椎间融合器,做成模拟骨小梁的多孔结构,弹性模量接近人骨,促进骨长入。这种事减材干不了。😌
✅ 备品备件按需生产: 某矿山设备商,零件坏了得等进口,停机一天损失几十万。他们用拓扑优化重新设计了一个摇臂,金属打印出来,强度不降重量减了40%,仓库也不用堆库存了。
QA:解决你最纠结的问题
问:我们厂量不大,但有几款产品形状很怪,值不值得上3D打印?
答:得算三笔账——单件成本、时间成本、机会成本。如果传统工艺需要开模具或五轴CNC编程极其耗时,而3D打印能把交付周期从三周缩至三天,哪怕单件贵点,综合来看也值。特别是研发阶段,一天一个迭代,快速试错带来的无形收益远超打印费。另外,留意“混合制造”——用传统加工做主体,只在关键复杂部位焊接上3D打印的局部结构。这招省钱省时,也是很多中小厂的过渡方案。❗
问:听说金属打印零件需要热处理消除应力,能不能省掉?
答:千万别抱侥幸!打印过程急速冷却,内部残余应力巨大,不解开过几天自己裂给你看。我们测过,不退火的模具钢打印件,摆两天就崩口,废了。根据不同材料,有固溶时效、去应力退火、热等静压等工艺。严格按标准走,否则那高达两三千块钱一公斤的粉末就真成垃圾了。💡
写在最后:不是革命,而是工具箱的一把新扳手
别指望3D打印颠覆整个制造业,它没那么神。但你若把它看作加工中心的补充——专啃那些啃不动的硬骨头——它就有大用。
前阵子看外媒说,空客A350已有1000多个打印零件,GE的燃油喷嘴里累计打印了几十万个。这些不是实验室样品,是天上飞的真家伙。所以,与其纠结“能不能替代传统制造”,不如问问自己:我有没有一个令设计人员头疼了半年之久的零件?如果有,去试试3D打印。哪怕失败几次,也比原地踏步强。毕竟,这个行业从来不缺新技术,缺的是踩过坑还愿意接着折腾的人。😉