2026-06-23 23:52:55 作者:网编
分类:文章
昨天又报废了一套模具。不是设计有问题,是——唉,说不清。挤出模具这行,越干越觉得水深。你以为掌握了流体力学,实际上材料那一丁点的牌号差异就能让你前功尽弃。
挤出模具设计:差之毫厘,谬以千里
设计流道的时候,我有个习惯,先手算,再用软件模拟。但说实话,软件给的“完美”曲线,到车间一试,型材不是波浪边就是尺寸超差。为什么?因为理论假设材料是均质的,而实际呢?回收料一掺,流动性全变了。
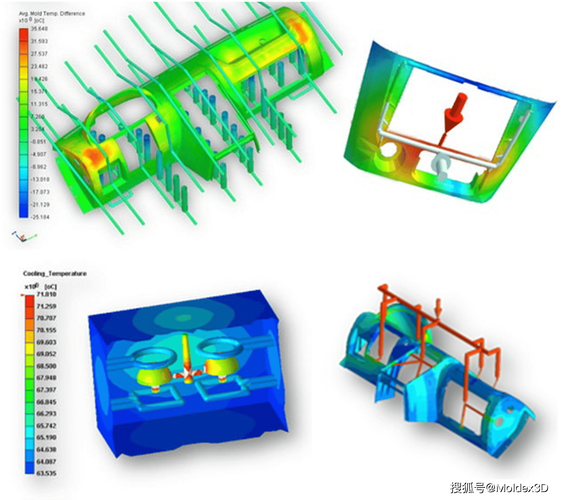 精密塑料型材挤出模具流道CFD模拟图
记得有一次做PA66的导轨,流道压缩比参考了教科书上的3.5,结果挤出胀大严重,口模得放大到几乎不合理。后来我一拍脑袋,把压缩比降到2.8,嘿,好了。所以啊,书本上的数据只能当参考,模具设计必须结合工艺经验,尤其是多腔模,各腔的平衡真是玄学——流量平衡做到了,热平衡又崩了。
问:“为什么同样的模具,换一批原料就不行了?”
答:“太正常了。你去看熔融指数,可能就在标准范围内,但分子量分布一变,黏度对剪切的敏感性完全不同。所以每次进原料,我都要小批量试模,哪怕同一家供应商。曾经吃过亏,一批PVC料里的增塑剂多了1%,型材直接软塌塌,那批模具差点被判死刑。后来换了料,一切正常。所以原料批次间的细微差异是挤出模具稳定性的头号杀手。”
精密塑料型材挤出模具流道CFD模拟图
记得有一次做PA66的导轨,流道压缩比参考了教科书上的3.5,结果挤出胀大严重,口模得放大到几乎不合理。后来我一拍脑袋,把压缩比降到2.8,嘿,好了。所以啊,书本上的数据只能当参考,模具设计必须结合工艺经验,尤其是多腔模,各腔的平衡真是玄学——流量平衡做到了,热平衡又崩了。
问:“为什么同样的模具,换一批原料就不行了?”
答:“太正常了。你去看熔融指数,可能就在标准范围内,但分子量分布一变,黏度对剪切的敏感性完全不同。所以每次进原料,我都要小批量试模,哪怕同一家供应商。曾经吃过亏,一批PVC料里的增塑剂多了1%,型材直接软塌塌,那批模具差点被判死刑。后来换了料,一切正常。所以原料批次间的细微差异是挤出模具稳定性的头号杀手。”
模具钢材的选择:耐磨性≠长寿
很多人以为,模具钢越硬越好,钨钢上!结果崩口了。硬质合金耐磨损,但脆,一有冲击就缺角。所以现在我都选韧性和硬度平衡的材料,比如S136淬火到HRC52-55,再用氮化处理,效果不错。但最近试了一种新钢,叫什么——M390粉末钢,贵是真贵,但寿命翻了倍。
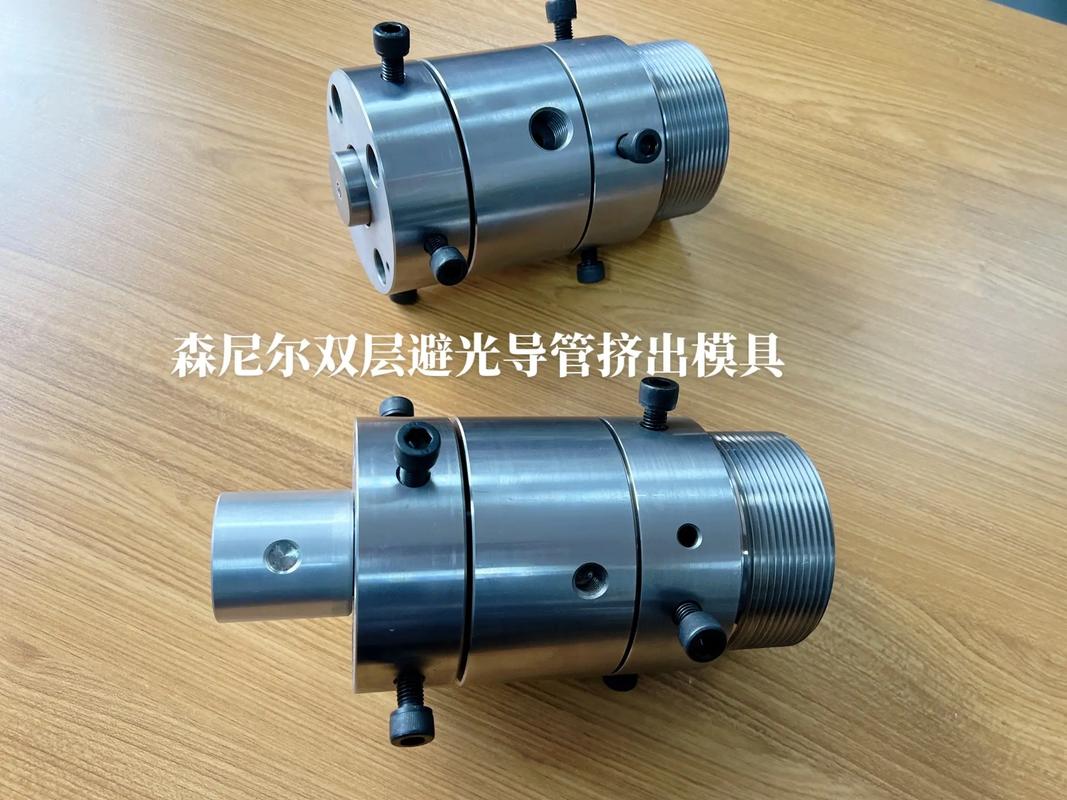 挤出模具氮化处理后的口模表面微观照片
问:“模具寿命短,总是修模,怎么解决?”
答:“先别急着怪钢材。检查你的加热圈是不是均匀?有没有局部过热导致材料降解腐蚀?我之前一套PVC发泡模,总是口模出口析出物堆积,一天清一次。后来发现是温度传感器偏差了15度,实际温度过高,稳定剂消耗过快。换了传感器,问题消失。另外,流道死角一定要打磨圆滑,任何微小的沟槽都会成为降解起点。抛到镜面是基本要求,最好再用钻石膏撸一遍。”
挤出模具氮化处理后的口模表面微观照片
问:“模具寿命短,总是修模,怎么解决?”
答:“先别急着怪钢材。检查你的加热圈是不是均匀?有没有局部过热导致材料降解腐蚀?我之前一套PVC发泡模,总是口模出口析出物堆积,一天清一次。后来发现是温度传感器偏差了15度,实际温度过高,稳定剂消耗过快。换了传感器,问题消失。另外,流道死角一定要打磨圆滑,任何微小的沟槽都会成为降解起点。抛到镜面是基本要求,最好再用钻石膏撸一遍。”
调试中的那些“玄学”现象
 调试中的那些“玄学”现象
有时候,参数没变,环境温度降了5度,制品就脆了。还有,梅雨天和干燥天,同样的配方,尺寸能差0.1mm。这事没法用模型解释。所以我们现在要求,车间恒温恒湿。还有更离谱的:换了个操作工,成品率居然上去了——因为他的手势不同,牵引速度的微调更细腻。人,也是工艺的一环。
机头压力也是个重要的指标。压力波动超过±0.5bar,制品就会周期性厚薄不均。原因往往是螺杆磨损或喂料不均。但有时候,是模具本身的问题——压缩段太长,导致物料停留时间分布宽,热历史不一致。短压缩段长定型段模具,稳定性好得多。不过,这又回到设计矛盾:压缩段短了,建压不足,塑化可能不充分。所以设计就是权衡,对吧?
最后说说共挤。两种材料在模内复合,界面的结合强度经常让人头疼。温度高了互相渗透模糊,温度低了结合不牢。我的心得是:共挤面流延一定要短,汇合后快速冷却定型,别给它们过分扩散的机会。还有,模具结构上,做个热隔离槽,能有效减少两种材料间的热传导干扰。
行了,今天先聊到这儿。挤出模具这门手艺,学无止境,坑也多。各位保重,少报废几套模具就是赚了。
调试中的那些“玄学”现象
有时候,参数没变,环境温度降了5度,制品就脆了。还有,梅雨天和干燥天,同样的配方,尺寸能差0.1mm。这事没法用模型解释。所以我们现在要求,车间恒温恒湿。还有更离谱的:换了个操作工,成品率居然上去了——因为他的手势不同,牵引速度的微调更细腻。人,也是工艺的一环。
机头压力也是个重要的指标。压力波动超过±0.5bar,制品就会周期性厚薄不均。原因往往是螺杆磨损或喂料不均。但有时候,是模具本身的问题——压缩段太长,导致物料停留时间分布宽,热历史不一致。短压缩段长定型段模具,稳定性好得多。不过,这又回到设计矛盾:压缩段短了,建压不足,塑化可能不充分。所以设计就是权衡,对吧?
最后说说共挤。两种材料在模内复合,界面的结合强度经常让人头疼。温度高了互相渗透模糊,温度低了结合不牢。我的心得是:共挤面流延一定要短,汇合后快速冷却定型,别给它们过分扩散的机会。还有,模具结构上,做个热隔离槽,能有效减少两种材料间的热传导干扰。
行了,今天先聊到这儿。挤出模具这门手艺,学无止境,坑也多。各位保重,少报废几套模具就是赚了。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:挤出模具在精密型材生产中的核心挑战与突破
文章链接:https://www.zystgy.cn/a/53765