2026-06-24 00:10:55 作者:网编
分类:文章
工业刀具这玩意儿,说起来都是泪。上周五晚上八点,车间电话打过来,刀崩了。又是崩刀!我叼着烟,看着监控里那根废掉的钛合金轴,心里骂了句——这已经是本月第三次了。妈的。
不是刀具不行,是你根本不知道怎么用。这话我敢拍桌子说。
硬质合金?涂层?先搞懂你切的什么料
很多新入行的兄弟,拿起样本就找“通用型”。通用型工业刀具,往往是最大的鸡肋。对吧?不锈钢跟铝合金,一个粘刀一个崩刀,能通用?我见过最离谱的,拿加工铸铁的刀片去干不锈钢,不出半小时刀刃就卷了,还怪供应商黑心。
说实话,选工业刀具,第一件事不是看品牌,是看工件材质。低碳钢、高硬钢、钛合金、镍基合金……每种都有对应的刀具基体和涂层。比如加工Inconel 718,你用普通PVD涂层的硬质合金刀,寿命可能只有十分钟,换陶瓷刀片试试?寿命翻三倍,就是贵点。
 硬质合金刀具加工钛合金的磨损对比
我刚开始干工艺的时候,觉得所有刀都差不多。错了。大错特错。有一次试切一种新型模具钢,硬度HRC52,我自作主张选了某大牌的PVD涂层刀,结果表面光洁度烂得一逼。后来一个老师傅瞥了眼切屑颜色,说:“你用CVD涂层试试,耐高温。”换了之后,效果立竿见影。那以后我就明白——涂层的选择,不是看广告吹得多神,是看切削温度和工况。高温切削、铸铁这种,CVD比PVD耐操;但要是薄壁件、怕积屑瘤,PVD的锋利度才是王道。
问:都说涂层是刀具的灵魂,那无涂层刀具是不是该淘汰了?
答:别闹。无涂层刀具在一些低速、高韧性材料加工中照样用。比如有些铝材,生怕积屑瘤,直接用无涂层的超细颗粒硬质合金刀,锋利得跟刀片似的,切出来跟镜面一样。涂层反而会降低刃口锋利度。所以啊,没有绝对的事。
硬质合金刀具加工钛合金的磨损对比
我刚开始干工艺的时候,觉得所有刀都差不多。错了。大错特错。有一次试切一种新型模具钢,硬度HRC52,我自作主张选了某大牌的PVD涂层刀,结果表面光洁度烂得一逼。后来一个老师傅瞥了眼切屑颜色,说:“你用CVD涂层试试,耐高温。”换了之后,效果立竿见影。那以后我就明白——涂层的选择,不是看广告吹得多神,是看切削温度和工况。高温切削、铸铁这种,CVD比PVD耐操;但要是薄壁件、怕积屑瘤,PVD的锋利度才是王道。
问:都说涂层是刀具的灵魂,那无涂层刀具是不是该淘汰了?
答:别闹。无涂层刀具在一些低速、高韧性材料加工中照样用。比如有些铝材,生怕积屑瘤,直接用无涂层的超细颗粒硬质合金刀,锋利得跟刀片似的,切出来跟镜面一样。涂层反而会降低刃口锋利度。所以啊,没有绝对的事。
寿命短?先查查你的切削参数和装夹
刀片寿命不行,别先急着骂供应商。我曾经接手一个项目,加工不锈钢阀体,刀片寿命一直不稳定,20件到50件乱跳。怎么查?测了跳动,换了刀杆,改善了冷却液压力,一看——刀尖中心高差了0.15mm。就这0.15mm,让切削力全偏了,刀片提前崩刃。调好后,稳定在80件以上。
有时候,刀具寿命短是因为振动。装夹刚性不够,悬伸太长,或者机床主轴松了。我记得有一次,一台老机床,加工时声音不对,刀杆像在哭。查了半天,发现主轴拉刀力不够,刀柄在里面微动。换了蝶形弹簧,一切正常。所以,工业刀具的失效分析,得系统性地看:工况参数、装夹条件、冷却、机床状态……别把锅都甩给刀具本身。
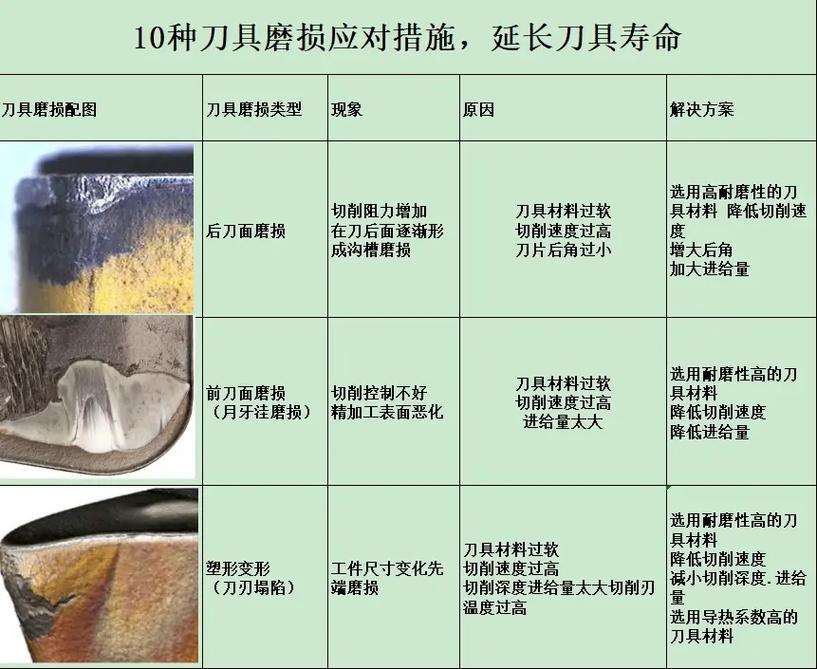 工业切削刀具异常磨损分析图
问:刀具出现月牙洼磨损,正常吗?什么时候该换刀?
答:月牙洼磨损在前刀面上,很常见,尤其在高速切削。但深度一旦超过0.1mm,刃口强度就急剧下降,容易崩刃。我的经验是,只要月牙洼深度没超过刀片厚度的10%,可以继续用。但对于精加工,一有月牙洼,表面粗糙度就变差,必须换。我一般会让操作工用放大镜每班检查一次。别等它崩了再换——崩刀伤工件,更亏。
工业切削刀具异常磨损分析图
问:刀具出现月牙洼磨损,正常吗?什么时候该换刀?
答:月牙洼磨损在前刀面上,很常见,尤其在高速切削。但深度一旦超过0.1mm,刃口强度就急剧下降,容易崩刃。我的经验是,只要月牙洼深度没超过刀片厚度的10%,可以继续用。但对于精加工,一有月牙洼,表面粗糙度就变差,必须换。我一般会让操作工用放大镜每班检查一次。别等它崩了再换——崩刀伤工件,更亏。
买刀别只盯着单价,算总成本才是高手
采购部门一看到刀具报价,就嚷贵。可他们不懂,刀具成本真不是看单颗刀片多少钱。一颗刀片50块,寿命100件,单件成本0.5元;另一颗80块,寿命200件,单件成本0.4元。哪个划算?更何况,寿命长的刀具往往换刀次数少,设备利用率高,加工时间短。这个账,很多老板算不过来。
我去年推了一个国产陶瓷刀片替代进口的案子。进口刀片一片120,国产的才70。一开始品管不认,说国产品质不稳。我做了20个工件的对比测试,尺寸公差和粗糙度没区别,寿命还多了15%。最后成本降了40%。所以,我对那些迷信进口的人只有一句话:试试看,别嘴炮。
当然,国产工业刀具的问题是批次稳定性。有时候好用,有时候一刀就崩。所以测试必须严谨,至少要连续切三天,看寿命分布。如果波动太大,还是得慎重。
问:小批量多品种的工厂,怎么选工业刀具,感觉库存压力大?
答:这种确实头疼。我的建议是:用模块化刀具。比如车刀杆配可换刀头,镗刀用可调刀夹。尽量减少整体式刀具的规格。另外,跟刀具商签寄售协议,用多少结多少。我现在的厂里,常用刀片都让供应商备货在本地,随叫随送。这样库存周转快,资金压力小。还有,尽量统一刀片槽型和材质,不同工序能共用的就共用。
前角后角,差之毫厘,谬以千里
刀具的几何角度,教科书上都有。但到了现场,谁还拿着角度尺去量啊?都是凭感觉。直到有一次,加工一种沉淀硬化不锈钢,刀片磨损极快。我调了进给、切深、速度,都没用。最后,一个老钳工说:前角磨大点。我把前角从5°改到12°,寿命直接翻倍。那瞬间,我跪了。
角度这东西,真玄。前角大,锋利但强度低;前角小,强壮但切削力大。后角太大,容易产生振动;后角太小,后刀面摩擦发热。这些平衡,理论是一回事,实际材料千差万别。我现在每接触一种新材料,先磨三把不同前角的刀试切,看铁屑颜色和形状。卷曲顺畅、银白色,参数就对了;发蓝发紫,完蛋,要么速度高要么前角不合适。
还有刃口处理,倒棱、钝圆。很多人忽略。其实钝圆半径选对了,刀具寿命能提高20%以上。特别是硬质合金,带一点倒棱可以有效防止崩刃。但太钝了,切削变成挤压,表面粗糙度又差。所以啊,工业刀具的细节,全是经验堆出来的。
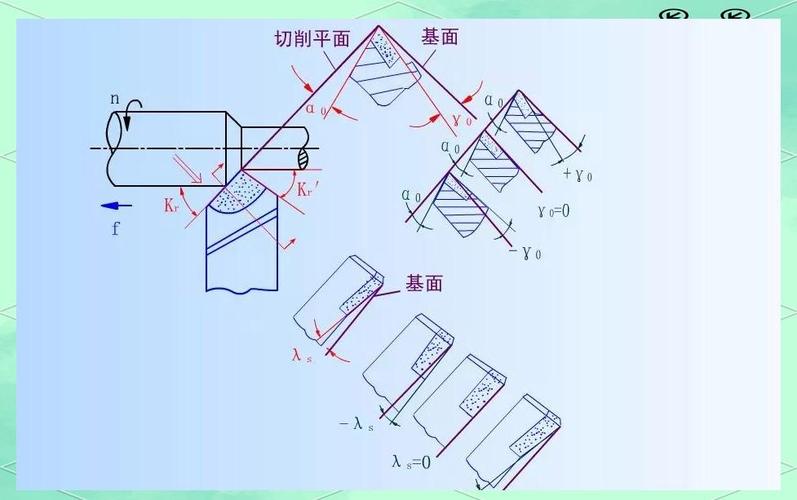 车刀几何角度前角后角示意图
问:听说现在流行高速干切削,不用切削液,工业刀具受得了吗?
答:这是趋势,但得看应用。铸铁干切没问题,刀具材料耐热性好;铝合金干切容易粘刀,必须用微量润滑(MQL)。关键是刀具涂层要耐高温,像AlTiN涂层,抗氧化温度能到900℃以上。不过干切对机床防护要求高,铁屑乱飞,也容易热变形。我们试过在加工中心干切钢件,刀具寿命比湿式减少10%左右,但省了切削液处理费用,综合下来还是划算。只是得算总账。
差不多了。工业刀具的门道,讲三天三夜也讲不完。下班前再看了一眼车间,新到的PVD涂层刀片正在试切,声音很顺。嗯,总算能消停一阵。关灯,走人。
车刀几何角度前角后角示意图
问:听说现在流行高速干切削,不用切削液,工业刀具受得了吗?
答:这是趋势,但得看应用。铸铁干切没问题,刀具材料耐热性好;铝合金干切容易粘刀,必须用微量润滑(MQL)。关键是刀具涂层要耐高温,像AlTiN涂层,抗氧化温度能到900℃以上。不过干切对机床防护要求高,铁屑乱飞,也容易热变形。我们试过在加工中心干切钢件,刀具寿命比湿式减少10%左右,但省了切削液处理费用,综合下来还是划算。只是得算总账。
差不多了。工业刀具的门道,讲三天三夜也讲不完。下班前再看了一眼车间,新到的PVD涂层刀片正在试切,声音很顺。嗯,总算能消停一阵。关灯,走人。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业刀具选购血泪史:这三个坑,90%的工程师都踩过!
文章链接:https://www.zystgy.cn/a/53766