2026-06-23 23:16:54 作者:网编
分类:文章
干了十几年模具,说实话,最烦的就是顶白。你辛辛苦苦抛光了几天,试模一出产品,背面几个白印子,像被人揍了一样。老板站旁边脸都绿了,你恨不得找个地缝钻进去。这玩意儿,客户才不管你模具有多复杂,看到顶白直接判死刑。
顶白到底是什么鬼?——应力释放的丑陋疤痕
顶白,其实就是塑料在脱模过程中,因为顶出力过大或者局部阻力不均,导致表面分子链被硬生生拉断,留下的应力发白区。说白了,就是塑料’受伤’了。它不像缩水那样好预测,经常莫名其妙地出现在你根本没想过的地方。比如前几天一个汽车内饰件,型腔抛光得跟镜子似的,结果顶杆正对面,一片雾蒙蒙的白斑。排查了三天三夜,最后发现是顶杆板复位弹簧力太大,顶出瞬间冲击力过猛——你说这上哪儿说理去?
 注塑产品顶白缺陷特写实拍
这里面涉及的模具结构因素太多了:脱模斜度不够是头号嫌疑犯,其次型芯抛光纹路方向不对、顶杆分布不均、甚至冷却水道离型芯太近,局部过冷导致塑料收缩抱死……都可能是元凶。很多人不信,冷却还能影响顶出?举个例子,聚丙烯薄壁件,模温一低,收缩率变大,型芯包得死紧,顶出的力瞬间飙升,不白才怪。这时候你如果还傻乎乎去加大脱模剂,纯粹是掩耳盗铃。
注塑产品顶白缺陷特写实拍
这里面涉及的模具结构因素太多了:脱模斜度不够是头号嫌疑犯,其次型芯抛光纹路方向不对、顶杆分布不均、甚至冷却水道离型芯太近,局部过冷导致塑料收缩抱死……都可能是元凶。很多人不信,冷却还能影响顶出?举个例子,聚丙烯薄壁件,模温一低,收缩率变大,型芯包得死紧,顶出的力瞬间飙升,不白才怪。这时候你如果还傻乎乎去加大脱模剂,纯粹是掩耳盗铃。
模具设计里那些“想当然”的坑
设计的时候,CAE分析跑得完美无瑕,应力云图一片蔚蓝。一上机,啪,打脸。因为软件永远算不准真实的热交换细节。就说冷却回路吧,很多设计师喜欢搞均匀分布,水路直径、间距都按教科书来。可实际生产,熔体流动末端和浇口附近温差能差十几度,你均匀冷却的结果就是:产品有些地方已经冷透了,有些地方还软着,顶杆一顶,软的部位直接被顶凸甚至顶穿——!!
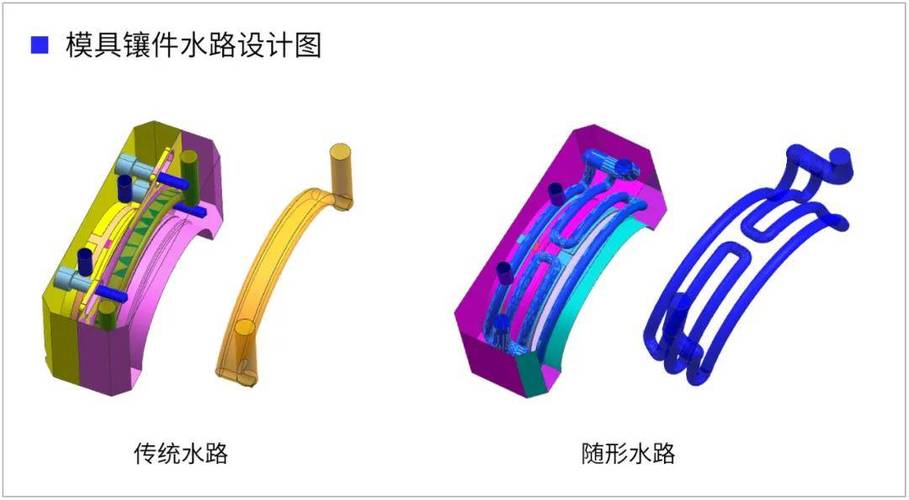 注塑模具随形冷却水道设计图
后来我学乖了,重要高光件,特别是外壳类,型芯冷却必须做随形水路。哪怕加工费贵一倍,也比反复修模、被客户扣款强。另外,顶杆位置的选择,原则就一条:尽量顶在骨位、加强筋或者产品非外观面。实在避不开,最起码用氮化顶杆,表面硬度高,摩擦力小,再或者用两级顶出,先让产品松动,再完全脱模。这些细节,都是血泪换来的。
💡 问:老师傅,H13和S136到底怎么选?我这边经常有透明件和硬胶,快被模具寿命搞疯了。
答:这问题太经典了。H13,也叫4Cr5MoSiV1,是热作模具钢,韧性强,耐冷热疲劳,适合做型芯镶件,尤其是拔模角小、易粘模的情况。但抛光性一般,最多到A1,透明件别想了。S136,马氏体不锈钢,抛光能到镜面,耐腐蚀,做PVC或光学件首选。但韧性不如H13,细长结构顶出时容易断。所以结论简单:外观高品质、有腐蚀原料的,上S136;结构复杂、顶出力大的,H13更保险。价格的话,S136比H13贵不少,但算上后期省下的维修钱,值。
注塑模具随形冷却水道设计图
后来我学乖了,重要高光件,特别是外壳类,型芯冷却必须做随形水路。哪怕加工费贵一倍,也比反复修模、被客户扣款强。另外,顶杆位置的选择,原则就一条:尽量顶在骨位、加强筋或者产品非外观面。实在避不开,最起码用氮化顶杆,表面硬度高,摩擦力小,再或者用两级顶出,先让产品松动,再完全脱模。这些细节,都是血泪换来的。
💡 问:老师傅,H13和S136到底怎么选?我这边经常有透明件和硬胶,快被模具寿命搞疯了。
答:这问题太经典了。H13,也叫4Cr5MoSiV1,是热作模具钢,韧性强,耐冷热疲劳,适合做型芯镶件,尤其是拔模角小、易粘模的情况。但抛光性一般,最多到A1,透明件别想了。S136,马氏体不锈钢,抛光能到镜面,耐腐蚀,做PVC或光学件首选。但韧性不如H13,细长结构顶出时容易断。所以结论简单:外观高品质、有腐蚀原料的,上S136;结构复杂、顶出力大的,H13更保险。价格的话,S136比H13贵不少,但算上后期省下的维修钱,值。
试模时的崩溃瞬间与经验教训
 试模时的崩溃瞬间与经验教训
试模现场,才是检验所有理论的修罗场。有一次做POM齿轮,型腔尺寸都放好了,第一射出来,齿顶直接缺了一块。一群人围着注塑机,工艺员温度加了5度,缺。又加了10度,还是缺。模具拆开查排气,没毛病。最后我盯着螺杆残料发呆,突然反应过来——POM对剪切特别敏感,炮筒余料停留时间过长会分解!一查,果然,之前机台打过尼龙,没清干净。换料重新清洗,瞬间完美。那一刻,真的想骂人。
所以,注塑模具不是个纯机械的东西,它和注塑工艺、材料特性、设备状态都高度耦合。很多看似模具的故障,根源在别处。比如飞边,总怪配模不平,实际上可能只是锁模力不够,或者保压压力太高。这行业做了越久,话越不敢说满。
❓ 问:产品缩水怎么调都调不好,压力已经打到顶了,是模具设计有缺陷吗?
答:缩水是最内耗的问题了。先确认浇口凝固时间是不是太早——如果浇口太小,保压还没传进去,浇口就冻了,你打再大的补缩压都白搭。可以试试扩大浇口或改成点浇口延迟凝固。其次,检查模具的冷却是否过于强劲,导致薄壁处优先冷却,厚壁处无法得到充分补缩。有时候故意把厚壁对应水路关几条,让那里慢冷,反而缩水消失。如果都试过还不行,那只能动模具了:在允许范围内加肋减壁厚,或者重新平衡流道。记住,缩水永远是热量的游戏。
写到这里,窗外又传来试模车间的轰鸣声。模具这行就是这样,永远有新的坑在等着你,但偶尔做出一套零返修的模具,那种爽感,也够支撑你走下去。
试模时的崩溃瞬间与经验教训
试模现场,才是检验所有理论的修罗场。有一次做POM齿轮,型腔尺寸都放好了,第一射出来,齿顶直接缺了一块。一群人围着注塑机,工艺员温度加了5度,缺。又加了10度,还是缺。模具拆开查排气,没毛病。最后我盯着螺杆残料发呆,突然反应过来——POM对剪切特别敏感,炮筒余料停留时间过长会分解!一查,果然,之前机台打过尼龙,没清干净。换料重新清洗,瞬间完美。那一刻,真的想骂人。
所以,注塑模具不是个纯机械的东西,它和注塑工艺、材料特性、设备状态都高度耦合。很多看似模具的故障,根源在别处。比如飞边,总怪配模不平,实际上可能只是锁模力不够,或者保压压力太高。这行业做了越久,话越不敢说满。
❓ 问:产品缩水怎么调都调不好,压力已经打到顶了,是模具设计有缺陷吗?
答:缩水是最内耗的问题了。先确认浇口凝固时间是不是太早——如果浇口太小,保压还没传进去,浇口就冻了,你打再大的补缩压都白搭。可以试试扩大浇口或改成点浇口延迟凝固。其次,检查模具的冷却是否过于强劲,导致薄壁处优先冷却,厚壁处无法得到充分补缩。有时候故意把厚壁对应水路关几条,让那里慢冷,反而缩水消失。如果都试过还不行,那只能动模具了:在允许范围内加肋减壁厚,或者重新平衡流道。记住,缩水永远是热量的游戏。
写到这里,窗外又传来试模车间的轰鸣声。模具这行就是这样,永远有新的坑在等着你,但偶尔做出一套零返修的模具,那种爽感,也够支撑你走下去。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:注塑模具:别让顶白毁了你的产品!一个老钳工的碎碎念
文章链接:https://www.zystgy.cn/a/53763