模具材料选不对,再好的设计也白搭
不少人觉得,模具钢嘛,挑贵的准没错。天真了。我见过用粉末高速钢做拉深模的,硬度是高,但韧性跟不上,冲了不到两万件,直接裂成两半。心疼啊!那可是一套几十万的模子。选材首先要看你的工况——是冲裁还是成形,料厚多少,什么材质,批量多大。 比如汽车覆盖件模具,大平面、浅拉深,用Cr12MoV足够了,便宜还耐磨。但要是高强度板,缩颈翻边,必须上SKD11或DC53,韧性好,抗崩角。冲不锈钢?老老实实选硬质合金,或者至少给凸凹模镀个TiCN。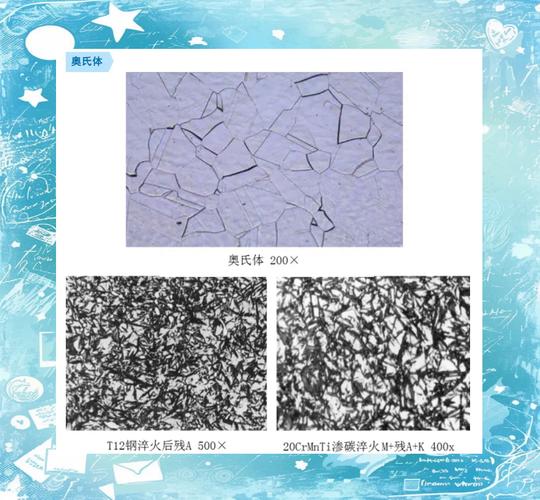
热处理是玄学?我看是细节决定成败
入行头三年,我总觉得热处理是门玄学,全靠师傅手感。后来才明白,每一度温差、每一秒保温,都在模具寿命上记着账。就说真空淬火,气冷压力差个0.5bar,心部硬度能掉2HRC。而回火更关键,很多人图省事,一次回火完事,残留奥氏体根本没转变完全,用着用着尺寸跑了,导柱拉伤,找谁说理去? 高合金模具钢,必须三次回火,每次回火后冷到室温再进炉。而且回火温度要避开脆性区——比如Cr12MoV,500℃左右回火容易出现二次硬化脆性,硬度是上去了,冲击韧性断崖式下跌。❗这一点,书本上可不会加粗提醒你。
答:崩刃这事儿,得从三个方向排查。第一,冲裁间隙——单边间隙过小,材料挤在刃口上,局部应力集中;或者间隙不均,一边吃重一边悬空。第二,模具材料——碳化物粗大、锻造比不够,刃口处一受力,碳化物颗粒直接脱落形成凹坑,裂纹就从那儿开始。第三,冲床精度——滑块垂直度超差,冲头受偏载,不崩才怪。我一般处理时,先打表看间隙,再取刃口残片做电镜,最后查设备。别一崩刃就怪操作工,那太业余了。
冲压工艺参数里藏着魔鬼
答:最简单的方法——看冲切断面质量。一旦光亮带占比下降,撕裂带变宽,毛刺高度超过料厚的10%,别犹豫,马上拆模修磨。另一个关键信号:冲裁力曲线。如果有条件上吨位监控,冲裁力突然升高5%~10%,说明刃口钝了,继续硬冲,崩裂风险指数级上升。再一个,听声音。经验足的师傅能听出冲头入模时的异响,那种闷闷的“噗”声变成尖锐的“噼”声,就是危机预警。可惜,现在年轻人都不怎么信耳朵了。 话又说回来,即便所有细节都做到位,模具也只是个消耗品。设定合理的修磨周期,备好几套快换模芯,才是正常的生产思维。别指望一套模具干一百万次还不掉刃,那不科学。 说到底,冲压模具寿命不是单一因素决定的,它是一个系统反馈。材料、热处理、设计间隙、设备精度、润滑、操作习惯……串在一起。只要一个环节掉链子,整个系统就散架。这也是为什么,同样的图纸模具,不同的厂子用出来,寿命能差两三倍。没什么魔法,全是抠细节抠出来的。