早上八点,车间电话就炸了。模具又裂了。我心里咯噔一下——这已经是这个月第三回。客户催得急,老板脸色铁青。说实话,模具制造这行,干得越久越觉得,它不只是技术,简直像一门玄学。图纸上明明标得清清楚楚,可一到加工现场,总出幺蛾子。❗ 有时候你恨不得把设计工程师拉到机床边,让他看看他画的那玩意儿到底能不能干出来。
很多人以为,模具制造就是跟紧公差、选好材料、上机床干就完了。但真不是这样。你猜怎么着?那些真正要命的坑,往往藏在你想都想不到的地方。💡
设计再完美,车间不一定接得住
我见过太多设计图纸,漂亮得跟艺术品似的。Drafting 那边的人,CAD 拉得溜,曲面过渡看得人赏心悦目。可一到编程,傻眼了。清根刀路绕不开,深腔让刀振得跟打鼓一样。有一次,一个汽车灯罩模具,前端尖角才 0.2 毫米,设计死活不肯改。结果呢?刀具断了两把,电极打了三根,最后还得拿铜公手工修。成本翻倍,周期拉长。这种事儿,你跟谁说理去?
这里有个经典误区——公差不是越严越好。有些年轻工程师,怕担责,哗啦啦标一堆0.005的公差。可他们根本不知道,模具钢热处理后,本身就会长个几丝,再精加工,应力一释放,全白干。更别提,测量环境差一度,千分尺都跟你翻脸。有一回,我让质检测一件镶件,上午10点和下午3点,差出2个μ,就因为有空调吹。你说,这公差标那么严有啥用?
所以,车间跟设计得打配合。不然再好的图,也是废纸。但问题又来了——有些设计,根本不是人能想出来的。比如,那种既要冷却快、又怕水道离型面太近开裂的布局。简直让人挠墙。✅ 经验就是,一切得从实际出发,别太迷信仿真软件。毕竟软件不会告诉你,它用的参数是你车间的现实吗?
材料选不对,一切白费
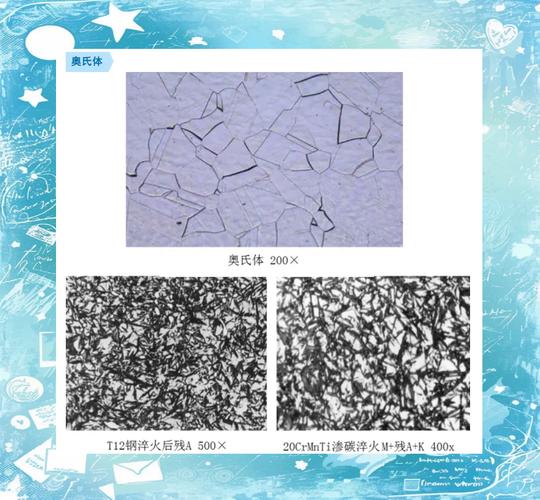
说个真事儿。去年接了个医疗模具,客户指定用S136,还非要淬火到HRC52以上。我们寻思没问题啊,这料耐腐蚀,抛光又好。结果呢?注塑了不到5000模,分型面一圈全是小裂纹。客户拍桌子骂我们偷工减料。后来一查,是材料供应商给的S136,杂质超标,带状偏析严重。金相一看,碳化物都堆成山了。可气的是,供应商死不认账。最后自掏腰包重做了一套。😡
模具制造这行,材料是根基。根基烂了,你往上堆再多工艺都是扯淡。但选材又太复杂。不只是看手册上的力学性能——那都是标准试样测的。实际模具那么大块料,心部质量跟表面硬度可以差出阿苏山。有一次,我们用H13做压铸模,模芯开裂。后来换了含钼量更高的改良 H13,立马消停了。材料牌号背后,是熔炼工艺、锻造比、球化退火水平,是一整个供应链。所以我常跟人说,找个靠谱的钢材供应商,比找个好钳工还难。
问:为什么我的模具总是开裂?
答:开裂原因很多,但常见就几条:材料韧性不足(硬度选太高了)、热处理工艺不当(升温太快、回火不充分)、设计存在尖角应力集中,还有用错冷却方式。别一上来就怪材料,拿失效件去做个断口分析,一目了然。还有一个容易忽略的点——你模具的工作温度。有些料常温下韧性还行,一到200℃以上就发脆。
顺便提一句,国内有些小厂,拿废旧模具钢重熔,那性能,啧啧。💡 千万别贪便宜。我见过一套模具,用了所谓“特价”718H,铣削时发现到处硬点,刀片碎了一地。后来才知道,那是废料回炉的。气得我肝儿疼。
加工后的“玄学”:应力变形
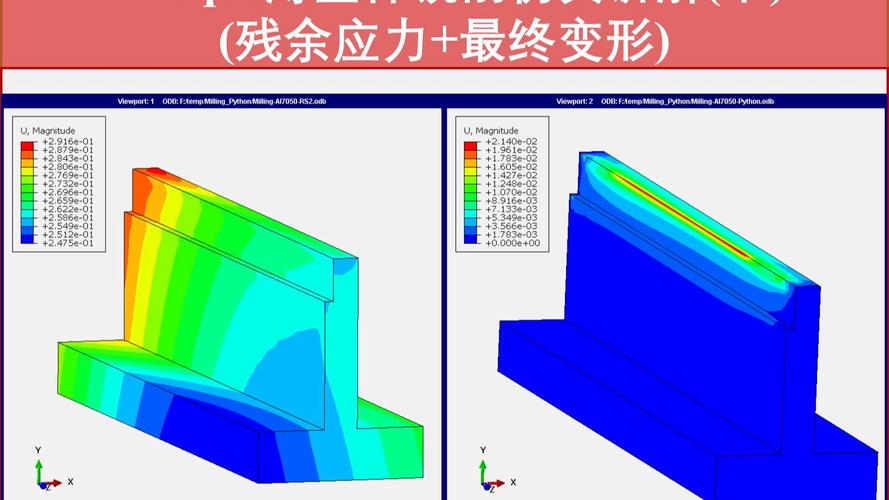
模具制造最让人抓狂的,就是应力变形。粗加工完了,你去打表,平行度两丝,美滋滋。然后丢去热处理,回来一测,歪了20丝。怎么办?只能上磨床硬啃。可磨削又有磨削应力。磨一刀,放着,过一夜,又变了。跟弹簧似的。😩
这事儿真得靠经验。我们现在的做法是:粗加工留足余量,热处理后做深冷,再半精加工,人工时效,最后才精加工。每一步之间都让工件“休息”几天。成本高,但没办法。有些精密的接插件模具,型腔尺寸要求±0.005,不这么干根本不行。你问我有没有捷径?说实话,没有。就是耗时间,耗耐心。
问:为什么精加工后模具变形了?
答:本质是残余应力的重新分布。你把表层材料切掉了,内应力失衡,工件就扭了。预防就这么几招:毛坯锻打后充分正火;粗加工后安排去应力回火;减少装夹应力,用多点浮动支撑;精加工采用小切深、多刀次;最后,重要的型面,精加工完不要急着下机,压板松开后搁几个小时再量。还有,电火花加工后表层有白亮层,也是应力源,得抛掉。
不过话说回来,有些变形真不是你的错。比如,细长镶件,它就是会弯。你可以改设计,加支撑,但有时客户死犟,非得保持原样。那我只能摊手——你来做。❗
最后说几句掏心窝子的话。模具制造这行,老被人说是夕阳产业,可你到车间看看,高精尖的东西永远缺人干。它不性感,但扎实。一个模具做出来,打几百万模次不坏,这种成就感,外行人根本体会不到。但前提是,你得尊重材料,尊重工艺,别总想着走捷径。那些宣传“快速模具”一周交货的,你用用就知道,寿命连正规工艺的十分之一都不到。
还有,多去车间转转。坐在办公室刷抖音,刷不出好模具。✅