那次惊魂,差点报废一根轴
记得是2019年冬天,一台老式的C6140车床,主轴箱里出现了异响。我当时判断是轴承出了问题,毕竟那“咕噜咕噜”的声音太典型了。拆吧,没啥好说的。但我犯了一个几乎让我丢饭碗的错误——没加热就直接用压力机压入了新轴承。结果?内圈卡在了轴肩上,进退两难。轴表面拉出了一道深深的划痕……那一刻我后背都凉了。赶紧补救,用极细的油石打磨了划痕,再用千分表检查轴径,万幸,尺寸还在公差下限之内。但那个后怕,至今记忆犹新。
更换前的诊断:别急着拆
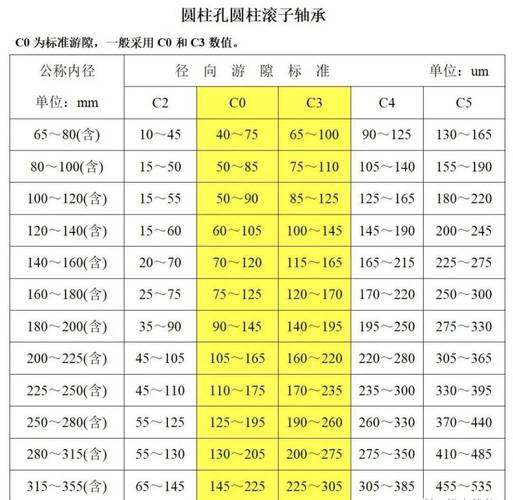
其实很多设备,震动增大、温度升高,不一定就是轴承快挂了。先听听声音,用个听棒或者电子听诊器——说实话,老手耳朵比仪器还灵。如果只是缺少润滑,你换了轴承问题依旧。再检查一下游隙,用塞尺或百分表测量一下径向和轴向游隙,对比标准,如果超了,换。还有,仔细看看润滑脂,有没有发黑、结块?如果有金属碎屑,那真是轴承剥落了,赶紧的。另外,检查下轴的跳动,有时候轴承安装不同心,导致早期失效,你换十个也白搭。💡
问:轴承跑圈是什么意思?需要换吗?
答:跑圈就是轴承内外圈与轴或座孔有了相对转动,配合松动。内圈跑圈磨损轴,外圈跑圈磨损箱体,这比轴承本身磨损还麻烦。一旦发现,赶紧修复配合面,有时候还要镀层或者镶套。单纯换轴承不解决问题,用不了多久还会响。❗
拆卸:拉马不是暴力拆解
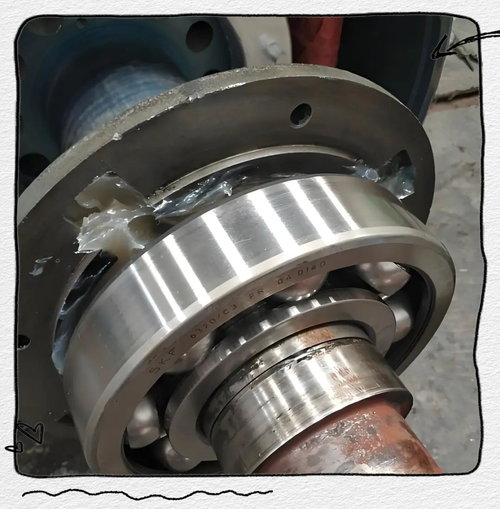
我见过太多人,拿着三爪拉马硬拽,结果把保持架拉碎了。正确做法?先看清楚轴承是内圈受力还是外圈受力。配合紧的,必须用感应加热器或者油浴把轴承内圈加热到80-100℃,让它胀开。如果是拆卸旧轴承,用拉马时要顶住轴头中心孔,保证受力均匀,旋转手柄要缓慢。遇到锈死的,喷些松锈剂,耐心等等。❗千万别敲外圈,除非你不打算要了那个轴承。

安装:热装与冷装的抉择
很多人觉得统一用铜棒敲进去就好——大错特错。对于中小型轴承,过盈量大于0.02mm的,必须热装。我常用的是电磁感应加热器,设定温度110℃,戴好隔热手套,一推就到位了,那种顺滑感,舒坦!过盈小的可以用压力机,但一定要用套筒均匀压在内圈上。冷装呢?有时需要把轴冷冻缩径,比如大型电机转子,干冰或液氮,那是高级活。对了,装之前检查轴肩圆角,不能比轴承内圈倒角大,否则根本装不到底。✅
问:轴承安装后游隙变大了是怎么回事?
答:多半是没装到位。可能内圈没有贴紧轴肩,或者锁紧螺母没上紧。也有可能是轴尺寸做小了,配合过松。游隙大的话,设备运行起来会摆动,噪音大,精度全无。所以装好后一定要再测一遍游隙,特别是径向游隙,用塞尺量滚动体与滚道间隙,对比新轴承出厂值。如果有异常,返工,别嫌麻烦。
润滑:填脂不是越多越好
这个坑我也掉过。油脂加得太满,轴承运行起来搅拌阻力大,温度急速上升,反而把油脂烧干了。一般原则是:高速轴承填脂量约1/3到1/2腔体,中低速可填2/3。还有,不同基油的脂别混用,会起化学反应,结胶失效。我习惯用克鲁勃的,贵是贵点,省心。
问:如何判断旧轴承还能不能用?
答:全面检查。滚动体、滚道有没有麻点、剥落、变色?保持架有无磨损或铆钉松动?游隙超标就必须换。但如果是精密主轴,稍有麻点就要换,否则影响加工精度。还有个实用技巧:把轴承拿在手上,转动外圈,感觉一下有没有卡滞、震动,顺滑度是最直接的。有条件的用振动分析仪检测一下,那就更科学了。
特殊场景:立式电机轴承更换要点
立式电机下部轴承承受轴向力,经常出现只磨损一面滚道的情况。更换时往往要整个轴承换掉,但装配时注意定位端盖的调整,保证轴不会上下窜动。还有密封,下端容易进灰进水,V形圈或骨架油封要一并检查,不行就换。我遇到过一台立式水泵电机,因为密封圈老化,泥水进去,新装轴承三天就报废,血的教训。
说实话,搞机械这行,经验都是从失败里堆出来的。书上写的一二三,现场总有意外。轴承更换,关键不是换上去,是换上去能可靠运转多久。拆之前做好标记,拍好照,量好原始位置,这些都是习惯。大脑里永远绷着一根弦:这个东西不能让它再出同样的问题。好了,说这么多,无非是想让你少交学费。下次换轴承,心里有谱了吧。