2026-06-23 11:13:48 作者:网编
分类:文章
做这行二十年,直到上周还碰见一客户,设备振得跟工地上的冲击钻似的,愣说是地脚螺栓没拧紧。我让他测一下动平衡——你猜怎么着?主轴不平衡量超标17倍!他居然反问:“这玩意儿真有那么大影响?” 我当时差点背过气去。
说实话,动平衡在机械领域绝对是那种“平时想不起,出事救老命”的存在。我见过太多因为省几百块平衡费,最后报废上万元轴承的惨剧。但更离谱的是,很多干了十年的老师傅都说不清到底什么时候该做、怎么做——是装机前必须做?还是振了再做?今天咱们就把这事掰扯清楚。
什么是动平衡?别被名字骗了
很多人以为动平衡就是拿个仪器转两圈、贴块配重就完事。天真了。动平衡的核心是解决转子在旋转状态下因质量分布不均产生的离心力偶——注意,是力偶,不是单纯的离心力。静态不平衡你可能用手都能摸出来,但力偶不平衡只有在旋转时才暴露,而且转速越高,振动烈度呈指数级上升。
 转子动平衡机检测过程实拍
我记得早年在汽轮机厂,一根五吨重的转子,低速平衡好好的,一上高速直接跳踢踏舞。最后发现是因为叶片装配时有两个方向错位,产生了微小的质量矩。你想想,3000转的转速下,10克·毫米的不平衡量就能产生近100牛的离心力!而我们的标准通常要求到G2.5级甚至G1级,那是什么概念?允许的不平衡量可能只有几克·毫米。这就是为什么精密机械必须做现场动平衡,仅靠出厂前在平衡机上空转,根本没法模拟真实工况。
转子动平衡机检测过程实拍
我记得早年在汽轮机厂,一根五吨重的转子,低速平衡好好的,一上高速直接跳踢踏舞。最后发现是因为叶片装配时有两个方向错位,产生了微小的质量矩。你想想,3000转的转速下,10克·毫米的不平衡量就能产生近100牛的离心力!而我们的标准通常要求到G2.5级甚至G1级,那是什么概念?允许的不平衡量可能只有几克·毫米。这就是为什么精密机械必须做现场动平衡,仅靠出厂前在平衡机上空转,根本没法模拟真实工况。
动平衡为什么非做不可?——一个螺栓引发的惨案
去年帮一个注塑机厂处理投诉:新机出厂三个月,螺杆轴承坏了四套。查来查去,螺杆本身平衡没问题,但联轴器上的一个固定螺栓,有个0.5毫米的偏心垫圈!就这个小不点,在1500转下产生了一个持续的交变载荷,硬是把双列滚子轴承的保持架打成了麻花。惨痛吗?更惨的是他们之前还在骂轴承供应商。
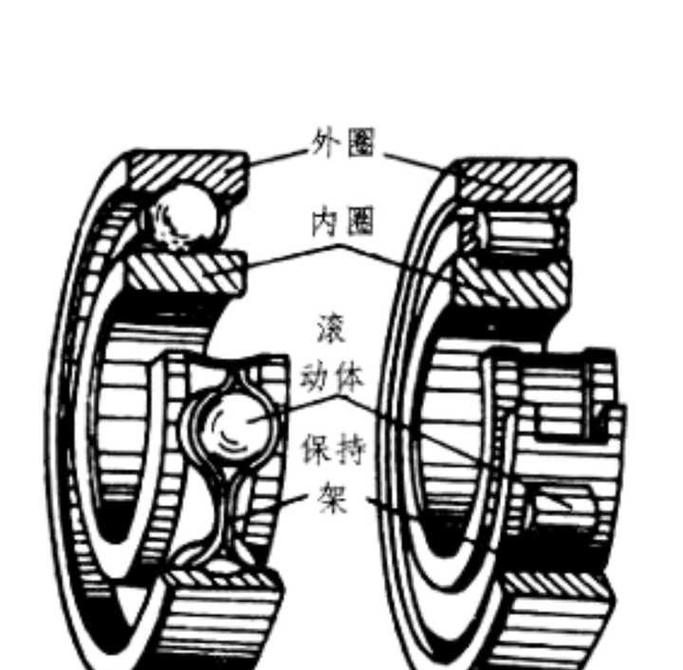 转子不平衡引起轴承振动损伤示意图
其实道理很简单:不平衡引起的振动是大多数旋转机械故障的根源之一。振动导致:
– 轴承提前疲劳剥落 ✅
– 密封件磨损泄漏 ✅
– 基础松动、甚至结构共振 ✅
– 产品精度失准(比如磨床主轴不平衡,表面粗糙度直接变差)✅
还有更隐蔽的:振动能耗损失。我曾在一台风机上实测,做完精密动平衡后,电流下降了3%,一年电费省出好几台平衡机的钱。但很多老板看不见这些,只盯着眼前的停机损失。
转子不平衡引起轴承振动损伤示意图
其实道理很简单:不平衡引起的振动是大多数旋转机械故障的根源之一。振动导致:
– 轴承提前疲劳剥落 ✅
– 密封件磨损泄漏 ✅
– 基础松动、甚至结构共振 ✅
– 产品精度失准(比如磨床主轴不平衡,表面粗糙度直接变差)✅
还有更隐蔽的:振动能耗损失。我曾在一台风机上实测,做完精密动平衡后,电流下降了3%,一年电费省出好几台平衡机的钱。但很多老板看不见这些,只盯着眼前的停机损失。
动平衡实战:不是所有平衡机都能救命
这里必须吐槽一下市面上的“万能平衡机”——什么都能做,什么都做不准。动平衡机根据支承方式分硬支承和软支承,根据用途分卧式、立式、专用平衡机……你拿一台给汽车轮胎做平衡的机器去搞高速主轴?那真是在开玩笑。
我强烈建议:如果工件批量大、转速高,一定要用全自动动平衡机,带修正功能的更好。那种手动打孔去重的老式设备,操作员心情好坏都能影响结果。另外,现场动平衡仪对于无法拆卸的大型机组简直是神器,比如电厂的风机、造纸机的烘缸,停一次机的损失够买十台仪器,但是很多人不舍得这个投入。
问:我们公司新装了一台离心泵,出厂时做了动平衡,为什么运行起来振动还是大?
答:这个问题太典型了。出厂平衡只在平衡机上做,但实际运行时的工况完全不同:联轴器对接误差、管道应力、介质温度的膨胀……都会把原厂的平衡状态破坏得一塌糊涂。所以关键设备必须在最终安装后做现场整机动平衡,以运行状态下的数据为准。
问:日常点检中发现振动值慢慢升高,但还没超标,要不要马上做动平衡?
答:我的经验是:只要振动值上升趋势明显,别等!八成是转子发生了磨损或结垢,不平衡量已经在变化。再拖下去,二级损伤就来了。这时候做一次在线动平衡,可能半小时搞定的事,你等上一个月可能就要换轴承甚至轴。
那些年我踩过的坑——动平衡操作禁忌
– 不要用猜的:有人说凭经验看哪里重就磨哪里,结果越磨越糟。必须有仪器数据支撑。
– 清洁度:转子表面有油污、锈蚀,先清理干净。0.1克的杂质在高转速下就是灾难。
– 键槽补偿:装机时别忘了做键槽补偿,不然键松动引起的虚假不平衡能让你调到怀疑人生。
– 热态平衡:高温设备必须做热态平衡,冷态做了等于白做。
说到底,动平衡不是一次性的事情,它是旋转机械全寿命周期都要关注的问题。现代预测性维护系统已经可以把在线振动监测和自动平衡校正结合起来,但国内真正用得好的企业没几家。
最后唠叨一句:别再觉得振动大是“正常老化”了。那是不正常的,而且很可能只是因为一个不平衡!及时发现,及时处理,设备寿命延长20%绝对不是吹的。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:动平衡——被低估的机械振动“终结者”
文章链接:https://www.zystgy.cn/a/53722