激光切割为什么非要纯氮?——纯度不够,老板骂人
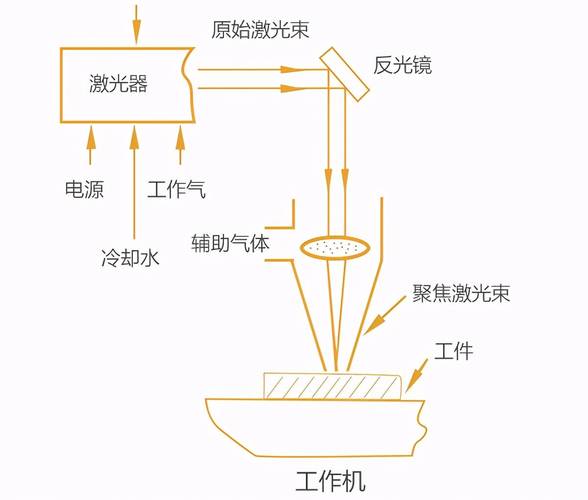
说实话,我见过最惨烈的现场,就是某厂买了便宜的液氮,结果激光切出来的不锈钢板边缘发黑,像被火烧过一样。客户退货,老板脸都绿了。氮气在这里不是闹着玩的——99.999%的高纯氮才是真理。氧气切割快,但切出来有氧化层,后续还得打磨。氮气是惰性气体,它在高温下不跟金属反应,就能吹走熔渣,切面光亮。就这一点,省了多少人工打磨费?💡
不过话说回来,瓶装氮气成本也不低。现场制氮机就成了香饽饽,PSA变压吸附原理,你懂的,就是利用碳分子筛把氧气吸掉,留下氮气。纯度虽然到不了99.999%,但95%-99.9%足够一般切割用。我上次在一家钣金厂看到他们用的中空纤维膜制氮,维护简单得让人感动,就是定期换滤芯罢了……
问:是不是所有金属切割都用纯氮?
答:当然不是。切碳钢常用氧气,因为氧化反应放热帮助切割,速度快、成本低。但不锈钢、铝板这些,用氮气才能避免氧化,得到漂亮切面。你要是切完还要焊接,那更得用氮气,否则焊道周围发黑,后患无穷。❗
氮气弹簧——模具工又爱又恨的东西
模具行业里,氮气弹簧快把普通弹簧逼疯了。你问为什么?响应速度快,力量恒定,寿命长。一个氮气弹簧充个几十万次都不带疲劳的。但是,我不得不吐槽,有些低端货密封圈不行,一漏气就软趴趴,模具直接报废。所以选供应商真是门玄学。有一次帮朋友一条产线选型,我们测试了好几个品牌,最后还得看初始充气压力和增压比。这些参数选错,模架可能都关不上。😂
对了,充气得用专用增压设备,你要是拿普通气瓶直接怼,压力根本不够。氮气弹簧内部压力有的要150MPa,吓人吧。安全操作是第一位的,毕竟这是气弹簧,不是闹着玩的。
问:氮气弹簧的压力会随温度变化很大吗?
答:会的。根据理想气体状态方程,压力跟温度成正比。夏天冲的压力,冬天可能不够。所以精密模具要考虑恒温车间,或者用压力监测系统实时补偿。我们之前做一套汽车覆盖件模具,专门配了氮气弹簧的压力监控,不然冲压件容易起皱。✅

食品包装里那点小心思

拆开薯片袋,噗嗤一股气,有人以为是真空,其实是氮气。为什么不用空气?空气里有氧气,会让油脂氧化,薯片就哈喇了。氮气惰性,还便宜,所以大规模用。你没发现充氮的薯片更脆吗?不是心理作用,因为内部正压可以防止压碎。不过有些进口坚果包装用的是氩气,更壕。但我发现一个现象——有的厂家充氮不彻底,残留氧气多,保质期就短。其实顶空分析仪一测就知道,但消费者哪懂这些。😒
问:工业制氮和食品级氮气有什么区别?
答:纯度要求差不多,但食品级氮气必须符合食品安全标准,比如不能有油污、杂质,而且要有相关的卫生许可。我们车间里用的制氮机如果要用于食品接触,得加装除菌过滤器,而且管道要用不锈钢,定期检测微生物。否则罚到你倾家荡产。❗
无处不在的氮气,你可能从没在意

从热处理炉的保护气氛,到石油化工的管道吹扫,再到电子行业的回流焊,氮气就是个幕后英雄。我在化工厂实习那会儿,师傅就扔给我一把扳手,说去关氮气管线阀门,慢开慢关,防冻伤。液氮的温度零下196度,滴一滴到手上能冻掉一层皮。可怕,但干冰洗机也用液氮,太冰了反而能清洁。这些矛盾的应用才显得氮气有趣。💡
哎,写了这么多,其实就想说:别觉得气体只是气体,工业的精髓往往藏在看不见的地方。下次你吃到脆薯片,或者看到一个亮闪闪的手机壳,没准就是氮气的功劳。