上个月车间里那台氧浓度检测仪突然尖叫,可把我们几个老师傅吓出一身冷汗。管阀有点微漏。说实话,在机械这一行干久了,对氧气这东西是又爱又怕。爱它,是因为离了它,切割、焊接、炼钢全都得歇菜;怕它,是因为这玩意儿稍微不注意就能酿成大祸。记得刚入行那会儿,我师父就敲着氧气瓶说:“小张,别看它无色无味,脾气可大着呢!”
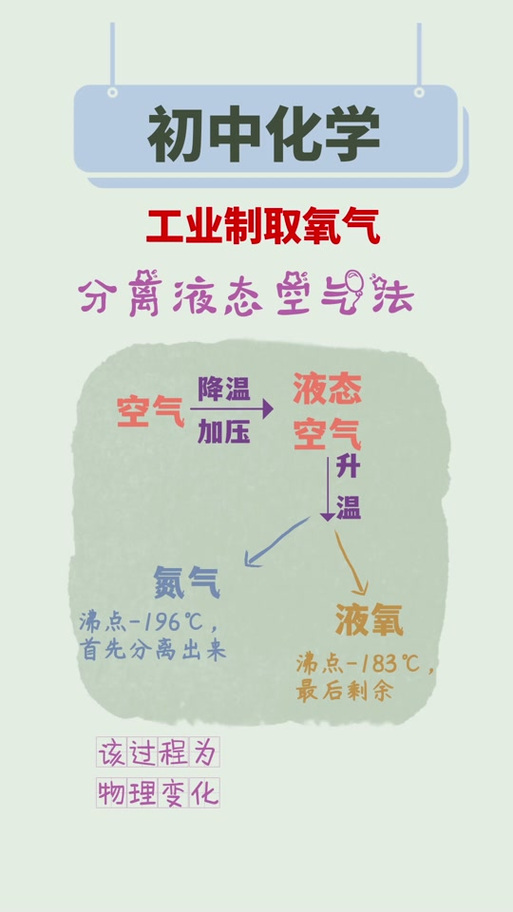
所以啊,今天不聊虚的,咱们就从几个最实际的角度,掰扯掰扯工业氧气那些事。你可能觉得氧气嘛,空气里就有,有什么好说的?错了!工业用氧的纯度,直接影响加工效率和成本,纯度差半个点,割缝质量天差地别。尤其是做精密钣金的,用液氧汽化后的高纯氧,切口光洁度像是刀切豆腐;用普通纯氧,背面挂渣能让你打磨到怀疑人生。纯氧,或者说纯度99.5%以上的氧气,在激光切割里几乎是标配。但是——这里有个巨大的“但是”——纯度越高的氧气,危险性也成倍增加。油脂、铁锈、甚至一点棉纱头,在高压纯氧环境下都可能自燃,瞬间就是一场事故。
工业氧的纯度究竟怎么选?
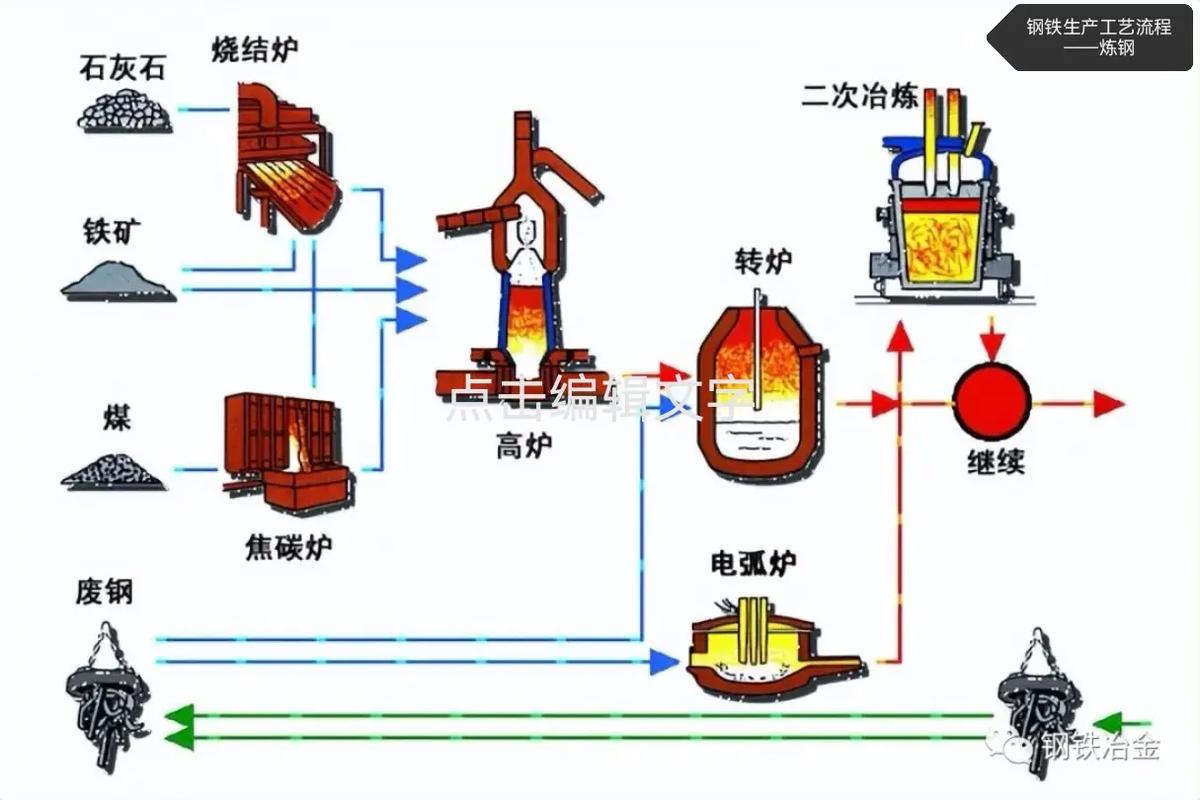
我常常碰到一些采购,上来就问:“氧气纯度越高越好?” 一听这话就知道是外行。其实关键看用途。钢厂转炉顶吹,一般用99.2%的工业氧就足够,成本低,冶炼效果好。可要是用到电子行业、医药发酵,那对不起,至少得99.99%的“超高纯氧”。这里头有个容易混淆的概念:医用氧和工业氧。曾经有个客户图便宜,想用工业氧替代医用氧,被我们骂回去了——工业氧里可能含有一氧化碳、乙炔等杂质,那是要出人命的!所以选氧气纯度,必须匹配工艺要求,不能一味追高,也不能瞎凑合。
不过话说回来,即便纯度选对了,存储和管路系统没弄好也是白搭。我就见过一个厂子,明明买了高纯液氧,结果管道没做脱脂处理,气体走到用气终端,纯度直接掉到99%以下,最后查出来是管路内的油污污染了。白花花的银子啊,就这么打水漂了。所以,对于高纯氧气系统,脱脂、钝化、洁净度控制,一个都不能少。还有阀门,必须用禁油脱脂的专用阀门,普通阀门里的润滑脂就是一颗定时炸弹。
安全——高压氧气的“暴脾气”你得懂
问:为什么高压氧气碰到油脂会爆炸?
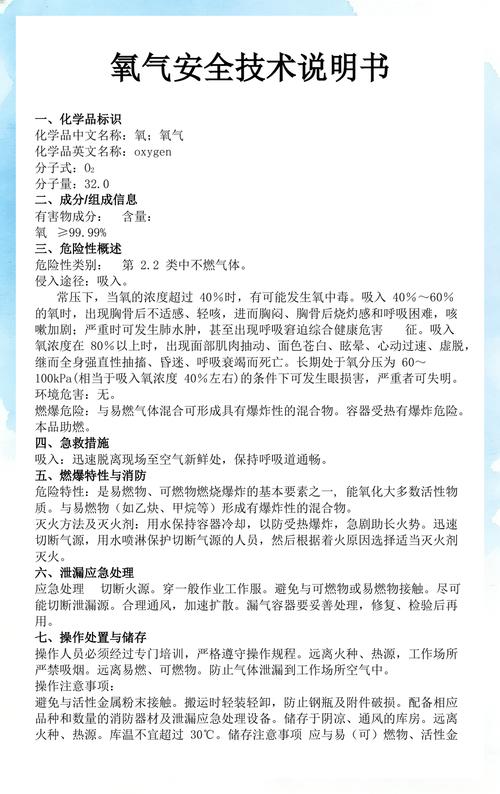
答:问得好!其实不是氧气本身爆炸,氧气是助燃的。油脂是碳氢化合物,在高压高浓度氧气环境下,氧化反应速度会指数级飙升,迅速达到燃点,然后剧烈燃烧。这个反应速度有多快?快到爆炸的程度。所以所有接触氧气的设备、管道、阀门、工具,都必须严格禁油。哪怕是你手上抹的护手霜,在操作氧气瓶的时候也最好别涂。这不是小题大做,每年的事故统计,因油脂引发的氧气爆炸占很大比例。😖
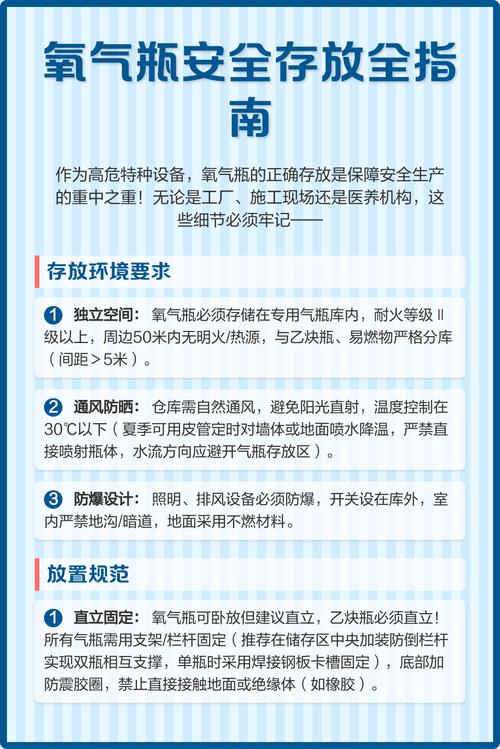
另外,开氧气瓶阀门也有讲究。很多人出气口对着人就拧开了,要是瓶口有杂物,高速气流带着杂物直接能把人打伤。正确做法是:先避开出气口,慢速微开阀门,吹扫一下接口,然后装上减压器。这些操作细节,看似不起眼,关键时刻能救命。再比如,氧气瓶绝对不能靠近热源、暴晒,更不能用沾满油污的手套去开阀门。
问:往液氧储罐里补充液氧,需要注意什么?听说会发生“超浓缩”危险?
答:没错,液氧储存有个容易被忽视的隐患——乙炔浓缩。空气里的乙炔会溶解在液氧里,随着液氧蒸发,乙炔不断积累,达到一定浓度后,稍微有点撞击或静电就可能引爆。所以大型液氧储罐必须定期排空,或进行吸附净化,把乙炔含量控制在极低水平。行业里一般要求乙炔体积分数不超过0.1×10⁻⁶。这个数值,不搞深冷的人可能完全没概念,但一旦出事,整个车间都可能被掀翻。❗
氧气的工业应用场景,比你想象得广
提起氧气在工业上的用途,你第一个想到的是不是气焊气割?其实远不止。在环保领域,富氧燃烧技术越来越火:往锅炉或回转窑里充入高浓度氧气,能显著提高燃烧效率,降低煤耗,还能减少氮氧化物排放。一些垃圾焚烧厂也开始用富氧助燃,把那些难烧的医疗废物烧得干干净净。还有污水处理,曝气池里注入纯氧代替空气,溶解氧直接上到几十毫克每升,处理效率翻倍。新工艺新玩法,层出不穷。
我自己最推崇的是金属粉末注射成型(MIM)行业用氧。脱脂烧结过程需要精确控制气氛,氧气含量直接影响碳势,搞不好产品就脆断。调那个气氛,简直跟做化学实验一样,得用高纯氧搭配高纯氮,配比一丝不能差。别看只是瓶气体,工艺调试时能折磨你一整天。
化工就更别说了,环氧乙烷、丙烯酸这些基础化工原料,哪个不是用纯氧直接氧化出来的?没有工业氧气,一半的化工装置都得停工。所以说,氧气是工业的“血液”,一点都不夸张——只不过这根血管要是堵了或者漏了,麻烦可就大了。
最后再叮嘱一句:无论技术多先进,对氧气永远保持敬畏之心。进车间,看看氧气管道法兰跨接、静电接地是不是完好;开阀门,想想是不是禁油脱脂。这些细小动作背后,是对自己负责,也是对整个厂区负责。好了,今天就先唠到这儿,下回有空再聊聊氮氧联供系统那些省钱的道道。