干了二十年设备维护,导热油系统出问题,十次有八次是选型时埋下的雷。上周去一个化工厂,他们的导热油炉管结焦堵得只剩手指粗,老板急得跳脚——这已经是三年内的第二次了。问他当初怎么选的油,他说“供应商推荐的,便宜”。唉。
选油不是买菜,温度参数藏猫腻
很多人觉得,导热油嘛,最高使用温度越高越好。280℃的工艺,非得上350℃的油,觉得余量大、安全。毛病就出在这儿。
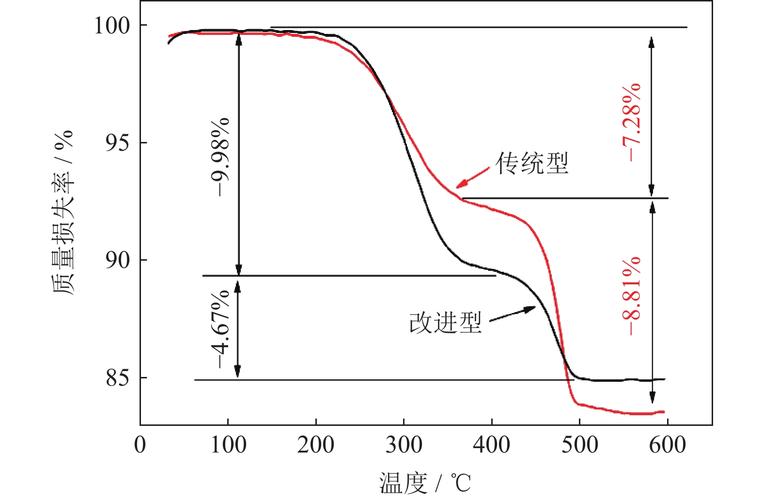
油品的热稳定性才是核心。最高使用温度是实验室数据,实际工况下,受热面的油膜温度往往比主流体温度高出20~50℃。如果油的热稳定性差,局部过热就会裂解、结焦!好比炒菜,锅底温度远超油温,您要是用了劣质油,很快就冒烟变黑。
选油时,必须对照工艺的最高操作温度,确保油品的最高允许膜温高于可能出现的最大管壁温度。跟供应商要 热稳定性测试报告(通常是300℃、350℃下的变质率),别光看价格。一分钱一分货,这行当里,便宜油省下的钱,迟早加倍赔在清洗和停工上。
还有,别忘了系统类型。开式系统和闭式系统对油的抗氧化性要求天差地别。开式系统的膨胀槽温度高,油接触空气,抗氧化添加剂消耗飞快——有些油压根不适合开式系统。
那些要命的操作习惯,正在慢慢杀死你的系统
油选对了,就万事大吉?真不是。车间操作工的几个小动作,能让顶级导热油短命。
升温速度!新油脱水阶段,必须控制升温速率,每小时不要超过5℃。看见排气口有水汽就猛火加热?等着暴沸喷油吧。还有停炉,油温降到80℃以下才能停循环泵——有些人图省事,泵一停,炉膛余热把静止的油烤成沥青!

💡 下面这些问题,是不是你也碰到过?
问:导热油的闪点是不是越高越安全?
答:不一定。闪点高代表常温下不易点燃,但系统运行时,油的温度远超闪点。真正的安全关键在于系统密闭性和防止泄漏。一旦高温油泄漏,遇到明火或高温表面,闪点再高也会燃烧。还有,闭口闪点比开口闪点更有参考意义,它模拟了密闭空间的危险。更重要的是控制系统压力,避免低沸点物积聚。见过太多人盯着闪点数字,却忽略了法兰垫片老化——那才是事故点。
问:导热油出现什么情况就必须更换?不能修复吗?
答:油不像柴油,没法“再生”到新油水平。当残碳超过1.5% (质量分数),或者运动粘度变化超过 ±15%,或者酸值大于0.5 mgKOH/g,果断换!不用犹豫。再一个直观判断:系统循环压差明显增大,说明管路内壁结焦严重,油品劣化已影响传热。有些厂加添加剂想续命,短期有效,但积碳一旦脱落堵塞管路,就成大修。换油还要彻底清洗系统,否则新油被旧垢催化,继续烂。
油该换了?教你几招自己判断
化验单看得头疼?现场也有土办法。
取油样,对着光看。黑得透亮,还行;发浑、有悬浮颗粒,注意了。滴两滴在滤纸上,看扩散圈——中心黑、边缘浅,说明油已氧化,分散性差。闻到明显的焦糊味,别犹豫,赶紧取样送检。
❗ 但最准的还是定期第三方检测,每半年一次,跟踪残碳、粘度、闭口闪点、酸值变化趋势。趋势比单次数值更重要。
其实,导热油管理就是个细心活。从选型、安装、操作到监测,环环相扣。你重视它,它就稳稳当当跑十年八年;糊弄它,它立马给你颜色看。那些动不动就堵管、着火的系统,背后都有一本没算明白的账。