探头底下见真章:耦合那点事儿
说实话,新手最容易栽在耦合剂上。不是涂太厚就是太薄,或者根本选错型号。有次我用高粘度耦合剂扫粗糙铸件,信号衰减得一塌糊涂,还以为是仪器坏了。后来才明白:耦合剂是超声的“话筒”,阻抗不匹配,十成信号能丢七成。粗晶粒材料?老老实实换专用低衰减耦合剂。高温表面?别犹豫,硅脂类顶上去。
脉冲在金属中的秘密路径
超声波在钢里的速度大约是5900m/s,但这是理想值。实际工件有应力、织构、甚至微观各向异性,声速会飘。我曾经在测一块轧制铝合金厚板时,发现底波滞后了几微秒,以为是仪器漂移,结果竟是板材轧制方向导致的声速差异。后来就养成习惯——每次检测前必须用同材质试块校准声速和零点,差0.5%都可能导致缺陷定位误差几毫米。 这里有个经常被忽略的陷阱:声束扩散角。很多人都以为声束是笔直一根线,其实它在远场区会扩散。我用直径20mm、频率2.5MHz的直探头时,近场长度就有30多毫米。近场区内声压起伏剧烈,同一个缺陷在不同距离可能显示不同波高。这也是为什么定量要求严格时,必须采用DAC或DGS曲线补偿。 ## QA环节:实际痛点问答 问:为什么有时候探头移动中波形突然消失,换个角度又出现? 答:大概率是缺陷取向问题。超声波反射最强的时候,是声束垂直入射到反射面时。如果缺陷是倾斜的,比如焊缝中的裂纹与声束轴线夹角不是90°,反射能量就会偏离探头,显示屏上太平一片。这时候需要斜探头栅格扫查,或者手动旋转探头找最大回波。还有种情况是缺陷表面过于粗糙,导致漫反射。别死磕一个角度,多切几刀。 问:我们厂锻件粗晶厉害,杂波高得像草状,怎么区分真实缺陷? 答:粗晶材料的草状回波确实让人头大。我一般先降低频率试试,比如从5MHz切到2.5MHz甚至1MHz,波长长了,“绕过”小晶粒的能力强些。如果还不行,就用聚焦探头或双晶探头,缩小声场区域,减少晶粒散射体积。再不行,只能换方法——比如结合低倍金相或者改用相控阵。记得有一次,一个轴类锻件用常规UT怎么看都像有中心疏松,后来上相控阵扇形扫查,才确认只是晶粒反射。那时真有种想摔探头的冲动。❗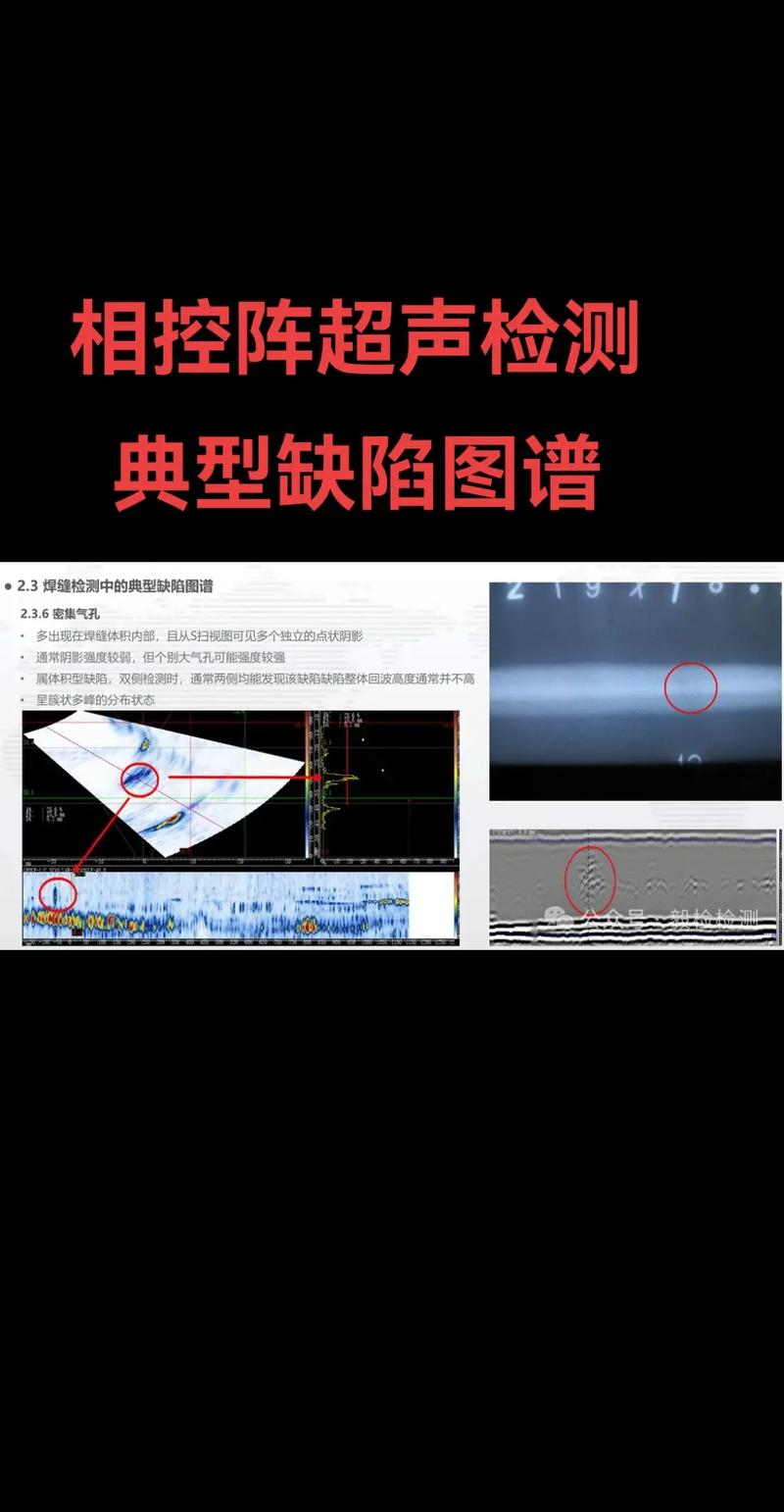
从模拟到数字:仪器的玄学与科学

标准与现实的拉锯战