干了十五年无损检测,最抓狂的瞬间是什么?不是仪器死机——那个能修。是业主盯着焊缝问:“这个探头划拉两下,就能看到里面?”他们总觉得无损检测像隔空把脉。其实吧,还真有点那个意思。超声波的脾气,比小姑娘还难捉摸。
理解超声波的“脾气”
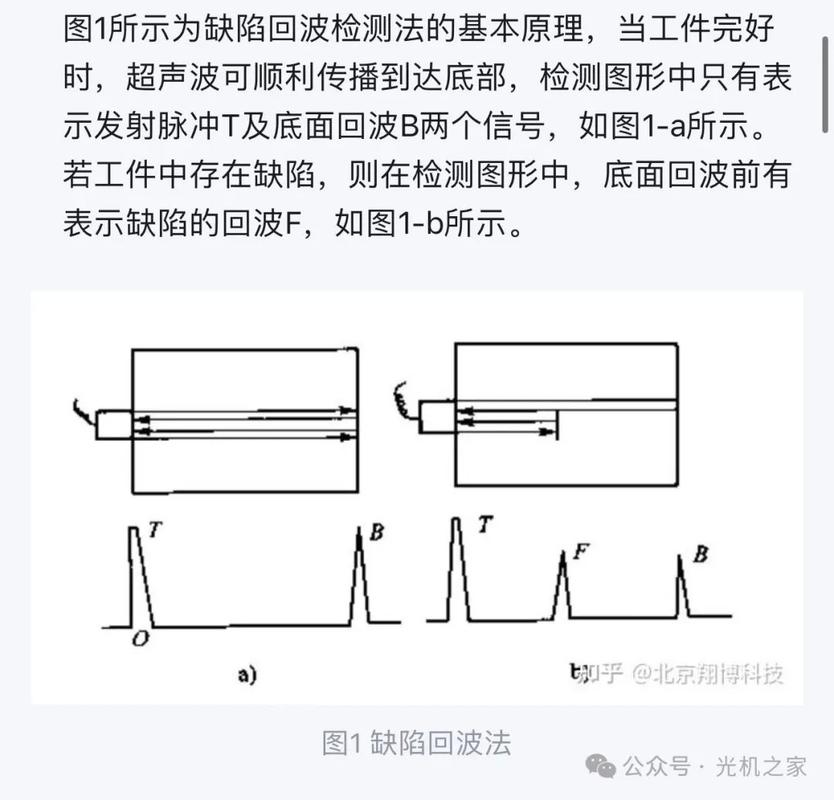
超声波在钢里面跑,遇到缺陷会反射。原理简单得像小学物理。但真正上手,才发现实际工件里的波形比股票K线图还刺激。有一次查一根厚壁轴,屏幕上突然蹦出个高波。我当时心跳加速——裂纹?结果打磨下去,只是一小块粗晶偏析。这种虚惊,搞检测的都懂。❗
所以经验很重要。书本只会告诉你声速5900m/s,却不会告诉你淬硬层的透声性会坑人。有些人调灵敏度死守标准,结果漏检一堆。我师傅说:“机器是死的,人是活的。”耦合剂涂多厚都有讲究,不信你试试冬天零下二十度用机油耦合?那简直像在冰上打滑。✅
探头选择,比挑西瓜还难?

探头是超声检测的“耳朵”。纵波、横波、双晶、聚焦……种类多得让人头大。有一次做薄壁管对接焊缝,用2.5P13×13K1探头,发现根部未焊透特别清楚。后来换了个进口相控阵探头,图像是漂亮了,但缺陷定量反而没传统探头准。你说这是进步还是退步?
现在很火的全聚焦相控阵(TFM)成像技术,号称“缺陷三维显示”。但说实话,对于常规检测,单晶斜探头依然是最趁手的兵器。别被销售忽悠瘸了,花大价钱买一堆用不上的功能。我的建议:先把手动超声玩溜了,再玩高级的。💡
问:超声检测能检测所有缺陷吗?
答:绝——对——不能。比如闭合性裂纹,紧贴得连水都渗不进,超声波反射极弱。还有近表面盲区,三倍波长以内的缺陷,乖乖用磁粉或渗透。超声不是万能胶。有一次压力容器定期检验,表面发现裂纹,但超声复检硬是没发现。为什么?因为裂纹氧化填满,声阻抗差太小。所以NDT方法要互补,死磕一种会出大事。😱
问:TOFD检测是不是比手工超声更厉害?
答:谈不上“更厉害”,是不同维度。TOFD(衍射时差法)定量更准,尤其是缺陷自身高度测量。但上表面盲区是个硬伤,而且对横向裂纹不敏感。手工超声灵活,能定角度。我通常用TOFD扫查,发现问题再用超声精准定位。这俩是搭档,不是对手。别被网上那些“TOFD取代超声”的文章带节奏。
数字检测仪,是福是祸?
现在数字化超声仪遍地都是。波形存储、自动判伤、远程传输……功能酷炫。但太依赖自动化反而会丧失判断力。我见过新人只会点“自动增益”,连底波高度都不看。有一次锻件检测,仪器自动判废,我重新调整灵敏度后,发现只是组织不均匀。如果盲目相信机器,这批次就全报废了。损失几十万,谁负责?所以,仪器辅助,人决策,永远要这样。🤔

再说说耦合监控。有些高档仪器能实时显示耦合效果,绿油油一片很安心。但你以为这样就万事大吉?工件表面粗糙度、曲率,都会欺骗耦合监控。还是得靠手感和经验——探头滑过焊缝时,那种细微的抖动就知道耦合有没有掉。机器,给不了这体感。
结尾唠叨
无损检测这个行当,既要懂材料,懂工艺,还要会沟通。出具报告时,写“可疑信号”还是“缺陷”?一字之差,可能引发工程争议。所以除了技术,情商也得在线。这些年,我最大的感触是:无损检测不是找茬,是给工程质量兜底。下次再有人问我“这能查多准?”,我会回他:“你得先告诉我,你对‘准’的定义是什么。”然后,递给他一个耦合剂桶,让他自己试试。😉
(全文完)